图片:
发完帖一直没来看,没想到还引出了6楼的设计者啊 。我也是改造一些东西才看到这个说明书。
1、第一,金丰绝对不是你这样设计的,至少它的回路是可以达到安全两级,甚至3级的标准的 。
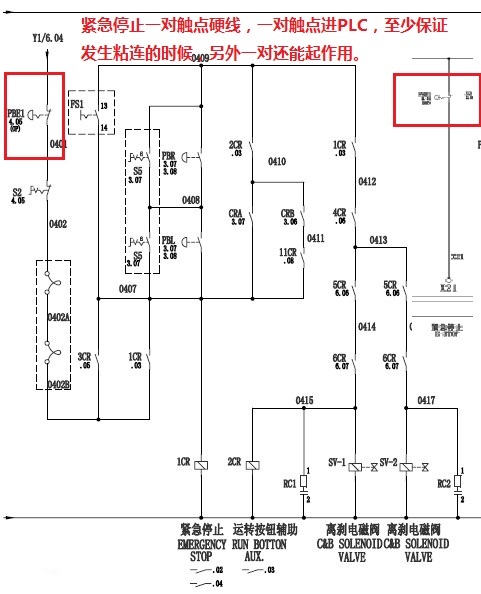
而一般的厂家都图省事,觉得硬线路麻烦,查线麻烦,用安全继电器,安全PLC 成本又高。你的紧急停止1对触点,当发生粘牢,它还能起到安全的作用吗?难道你通过一个普通继电器转就能提高它的可靠性?
2、光幕也是同样的道理,1对NPN 的信号接个继电器一分为二难道可靠性就增加了?没有,你没见所有的光幕都有两组输出吗,就是给你用的,接安全继电器最好,差一点1对硬线,另一对进PLC ,两者通过程序还可以做一个互检。
3、电机带飞轮时皮带可能会打滑,编码器会打滑吗?难道你编码器安装在主电机侧?Z相信号你不用,然后用二度落接近开关去做中断,请问你用的开关频率多少的近接开关,印象中最快也就300HZ ,也就是60次的冲床,不到1度的精度,300次冲床,5度的精度,按照国家停上死点-10到正5度的标准........
难怪你速度快了扑捉不到信号.我的理解一般计数采用累积的方法,Z向去检测;或者0-360的方法,Z向请0 ,二度落去检测编码器有没有连接松脱或损坏。当然现在都在用绝对编码器了,更可靠,成本也就500-600。
4、最后不要说你是遵循日本JIS标准,难道JIS 标准时很高级的标准吗? JIS 也有等级的吧,JIS 1级 还是几级,而且一般也特指机械的精度。比方说间隙,垂直度,平行度。
我没见过哪家日本厂家是采用这种设计的,小松?会田?IHI?
5、冲床另一个误区,认为速度越快,要求越高,其实是反的,越是速度慢的冲床越要重视安全,因为往往速度慢的采用人工送料,采用单次作业。反而高速压力机一般都是自动线,采用连续,无人作业,光幕和安全门一围,离合器一直吸合,磨损少,危险等级就下来了。
[ 此帖被angelagent在2014-04-16 13:23重新编辑 ]
 沪公网安备31010802001143号
沪公网安备31010802001143号

