图片:
图片:
做电控已经10年了,电控的入门门槛确实很低,只要你想学,很快就可以入门。
当真正能做精、做好的却不是那么多。
在这行水平真的是参差不齐。
大家都比较偏向于实现功能和编程,却忽视了很多基础的东西。比如元件选型、安全要求。
大家好像觉得什么信号都往PLC拉就完事,很多都违反了现行的行业标准或者安全标准。
特别是很多公司的设备都进过了CE认证,但实际设备却完全达不到CE的要求,留下了很多安全隐患和法律上的责任。
由于设计中的失误造成的重大经济损失和人生安全事故,严重的是可以对法定代表人和直接设计师师判刑的。
如果是通常的设计失误,造成了甲方经济损失的(如返工),可根据合同赔偿对方的经济损失。
以我看到某厂压力机的说明书为例:
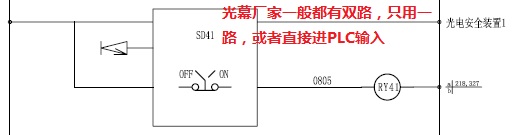
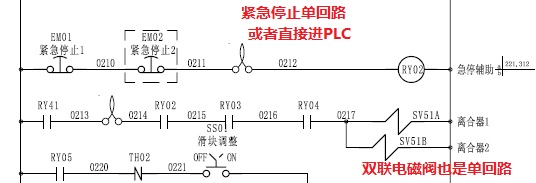
1、紧急停止直接进PLC 或者只有单一回路的情况普遍存在。
2、安全光幕也是单一回路。
3、涉及安全的双阀也是单一的控制
4、涉及启动危险运动部位的
5、编码器采用增量编码器,只用AB 相,没Z相检测,没外部检测。当发生角度偏差时无法知晓。
举不胜举。 依据一些行业标准,都是有重大的安全隐患。所以我国每年发生的工伤非常多。
如果是CE的话,紧急停止,光幕,启动,基本上是要采用安全继电器或者安全PLC的 ,并形成闭环监控。
而我们国家做的话,至少也要设计双回路的硬线去保证,而不是图省事进PLC完事。
作为设计的一员,虽然在我国现在追责到个人设计工程师还没有立法,但我们有时候要铭记一些社会责任。
也许会由于你的设计,造成生命财产的损失。
大家可以一起讨论,分享。给后面的兄弟一些理念,避免走入设计的误区。
 沪公网安备31010802001143号
沪公网安备31010802001143号

