图片:
图片:
图片:

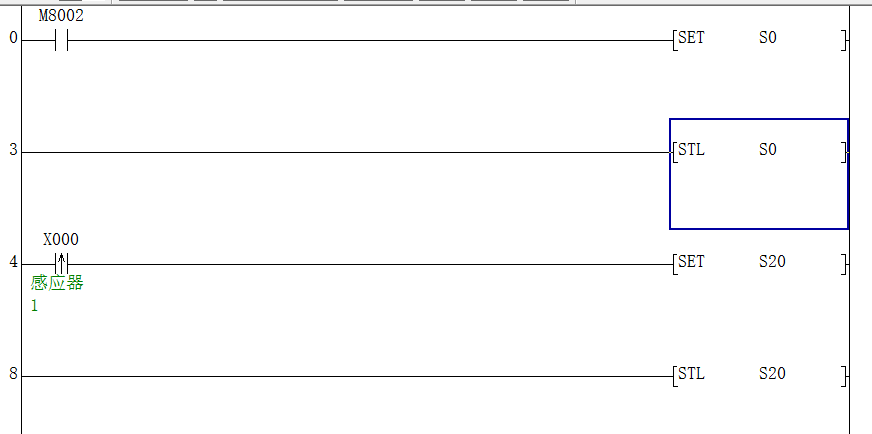
设备未改动的动作:在流水线上,流水线速度固定,产品流动间距不一样(人工摆放)的情况下,前一工位用感应器1检测,检测到产品到,进行动作,当产品流到下一工位,感应器2检测到产品,进行下一个动作,现在对设备进行升级,省掉第二个感应器,用第一个感应器为基准,感应到产品延迟一定时间到达工位二,进行工位二的动作。
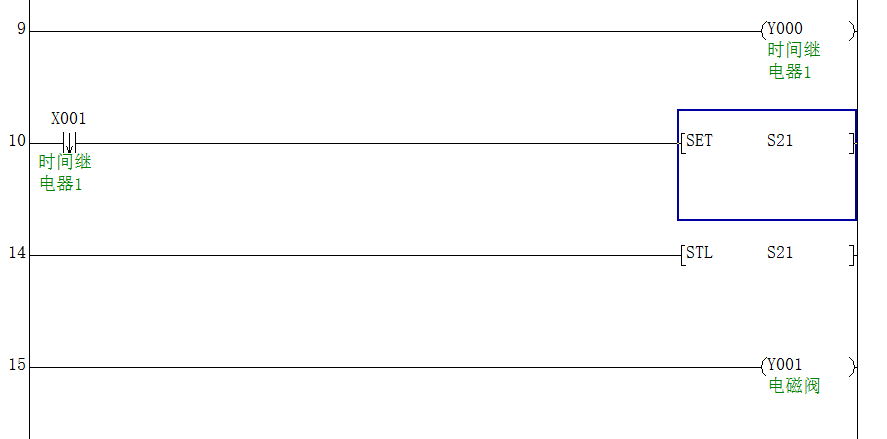
改过之后的动作要求:当感应器1感应到产品,延迟T1时间后到达工位二,电磁阀动作,动作时间为T2,但是在T1时间内,流水线流动,产品走动,感应器1感应到第二个、第三个产品时,依旧延迟T1 时间,到达工位二,电磁阀动作时间为T2,T2时间到一直循环。PLC是三菱的
目前我做的程序如下:出现的问题是在延迟时间T1未完,感应第二次、三次、四次.....,T1时间未断开。
考虑用先进先出指令做,但是感觉有问题
 沪公网安备31010802001143号
沪公网安备31010802001143号

