图片:
图片:
图片:
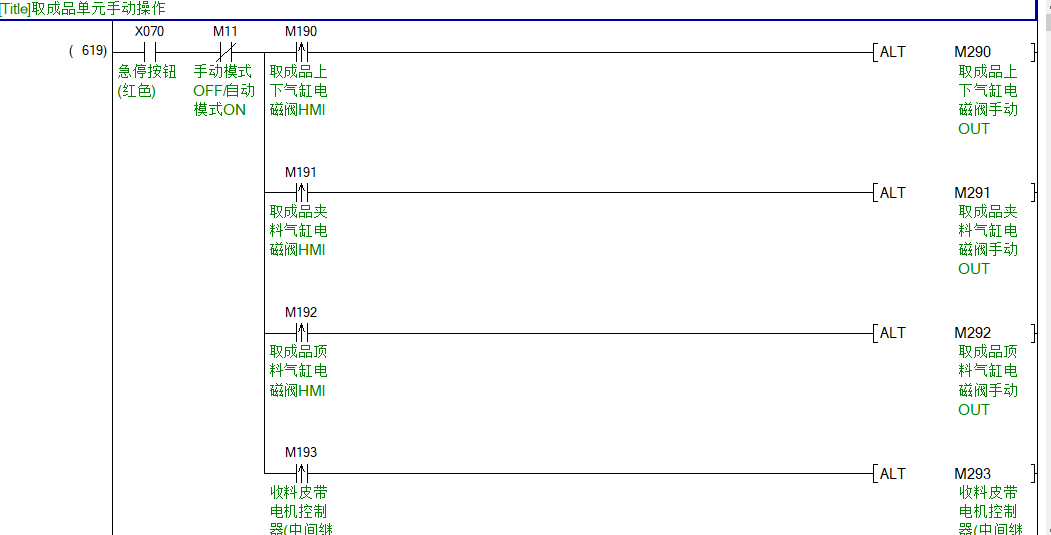
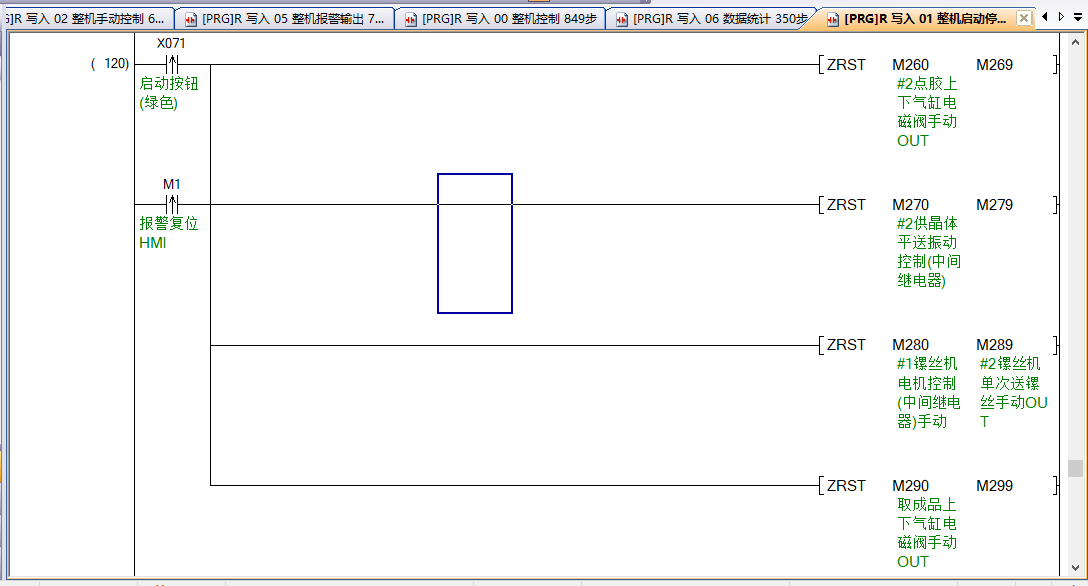
上传了3个图片,分别是手动操作,手动操作复位,手动和自动输出,
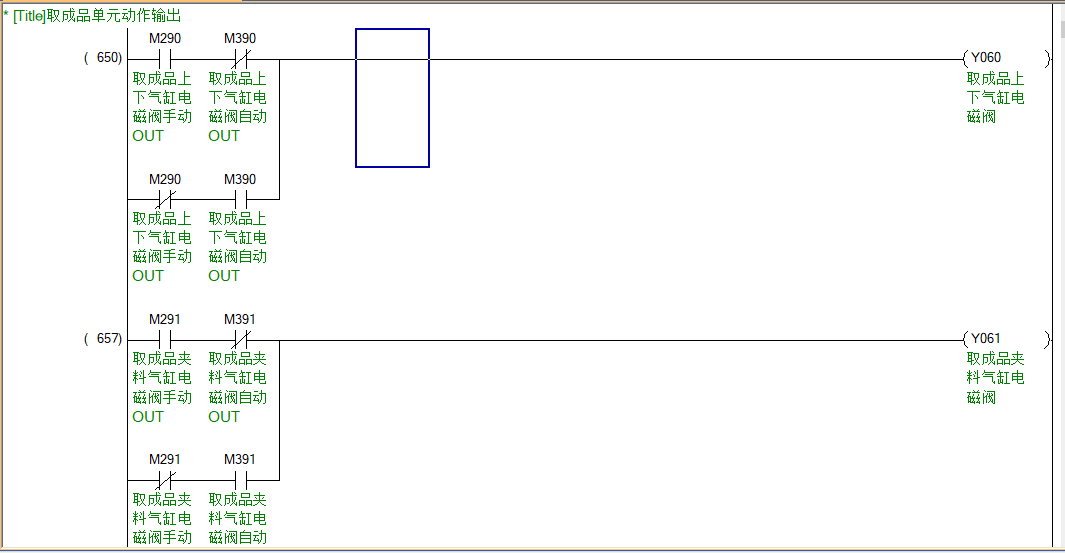
自动控制就没有上传程序,其实就是把手动和自动输出分开控制,然后再一起合并输出动作,手动输出和自动输出进行互锁就可以。
就拿M290和M390来说吧,假设自动运行时M390--ON的时候,Y60--ON,这个时候进行手动模式,不会影响M390---ON,进行手动操作让M290变成ON的,这样M290常闭点就会断开M390常开的那条路,也就是控制Y60断开。如果M290交替再断开,下面那条路又导通,这样就可以实现Y60状态进行转换,当手动操作完后,进行自动模式后,按启动按钮就会把手动操作全部复位掉,又自动变到之前的自动状态。
[ 此帖被daihdn在2019-08-29 11:54重新编辑 ]
 沪公网安备31010802001143号
沪公网安备31010802001143号

