平时主要工作是编写非标设备的程序
气缸,传感器多,小的有压装设备,铆接设备
大的有焊接夹具,生产线。
后来慢慢逛论坛,发现各种不同风格的编写方法,特来问问。
先说说自己的
我的理解是这样的
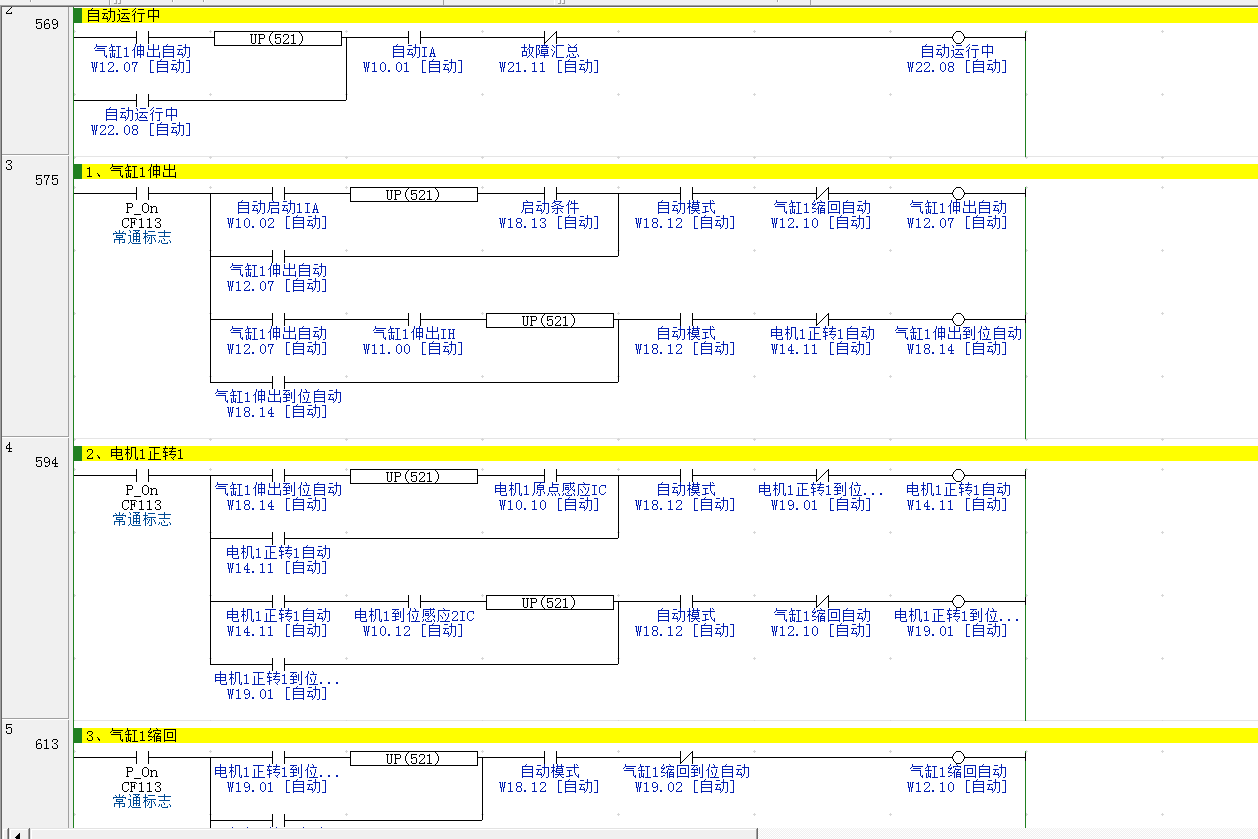
第一张图,是工作中常用的。按照动作逻辑顺序来编写的。这种方式呢,很好理解,后期设备维护起来,很方便打,是写起来繁琐。
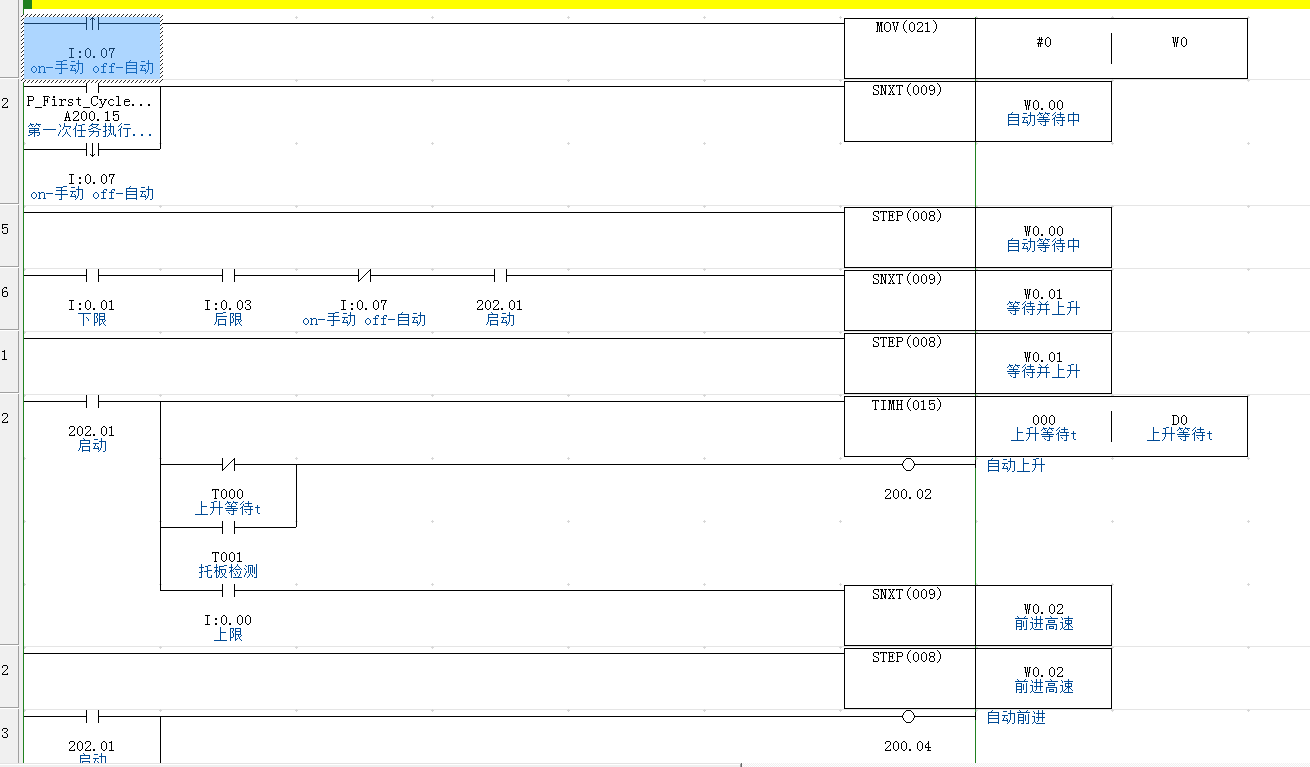
第二张图,是昨天论坛看到的,有点类似SET RSET指令,不知道是不是呢。。。我其实没看到第二张图里的这个指令的意思,翻手册也没看到实例。
这种编程的话,应该就很快,但是,逻辑不清晰,维护有麻烦,特别是一个人写,另一个人去维护时
不知道我理解的对不对呢?
另外,希望有哪位前辈能告诉我下第二张图里SNXT和STEP的用法,手册上没实例,难懂
 沪公网安备31010802001143号
沪公网安备31010802001143号

