图片:

图片:
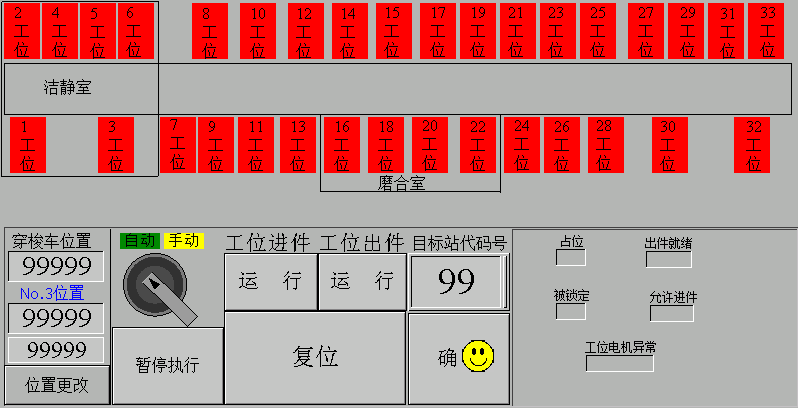
类似随机生产工艺流程编排这种程序我以前做过,1:给程序分配数据区域(如:10个工位就分配连续10个数据区)做成工艺流程表;2:把工位编号;3:把编好的艺代码依次填写到预定好的数据区域中。4:当表其中一个工位要出件时(就查找一下自已工位代码在这表格中排列的位置代号,位置代码找出后+1就是自己目标工位代号),然后通知小车把工件运送到指定工位。如上图1:图表中数据区内数据代表的工位编号。图2为实际应用中调度案例(实现工位1对N调度)。
方法很多种这是其中一种,还有其他方式例如:每个工位都分配好一定长数据区(目的是存储编排好的工艺代码),这种多式不需要用到查找功能。
[ 此帖被worker02在2018-08-10 15:35重新编辑 ]
 沪公网安备31010802001143号
沪公网安备31010802001143号

