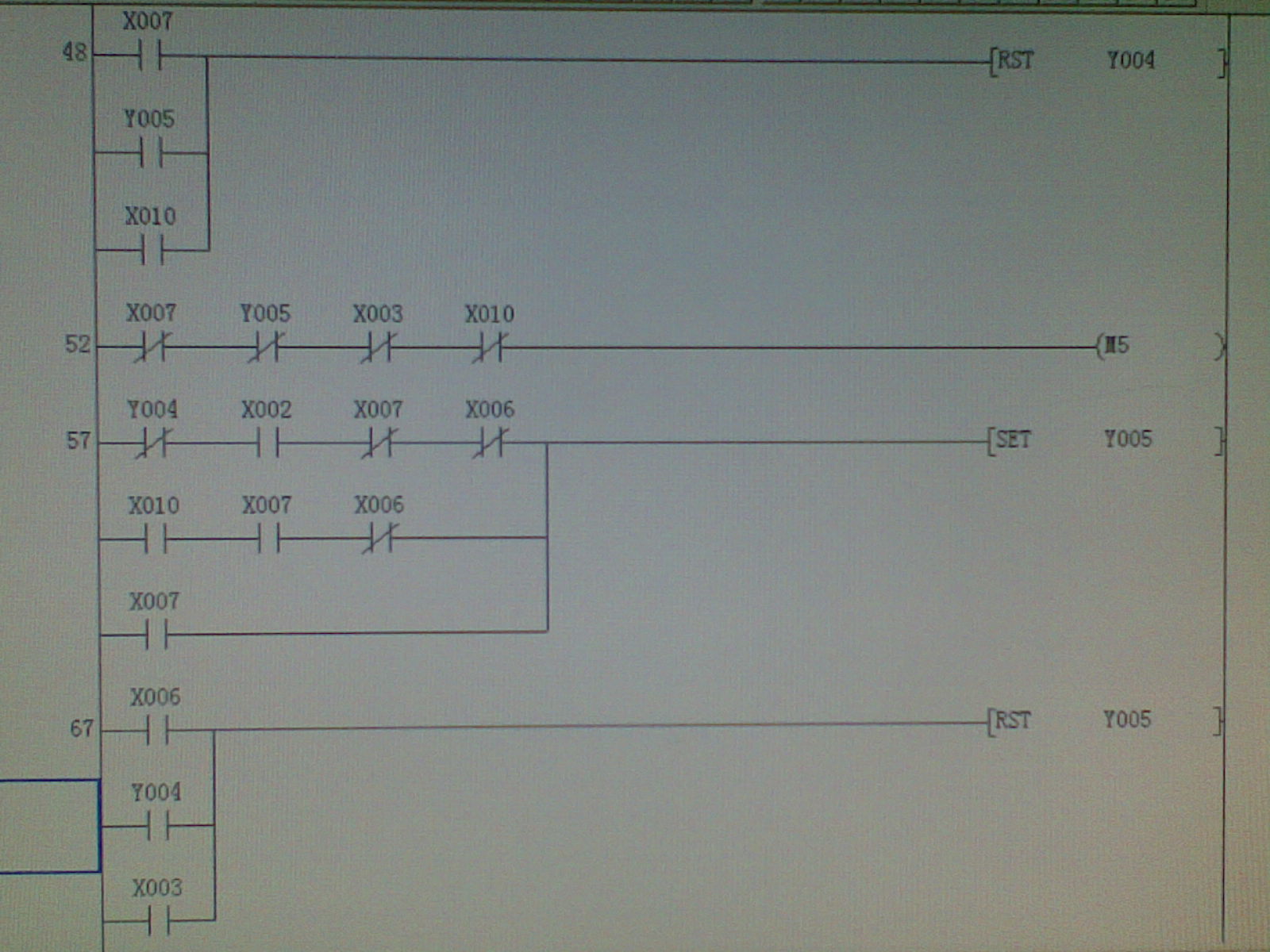
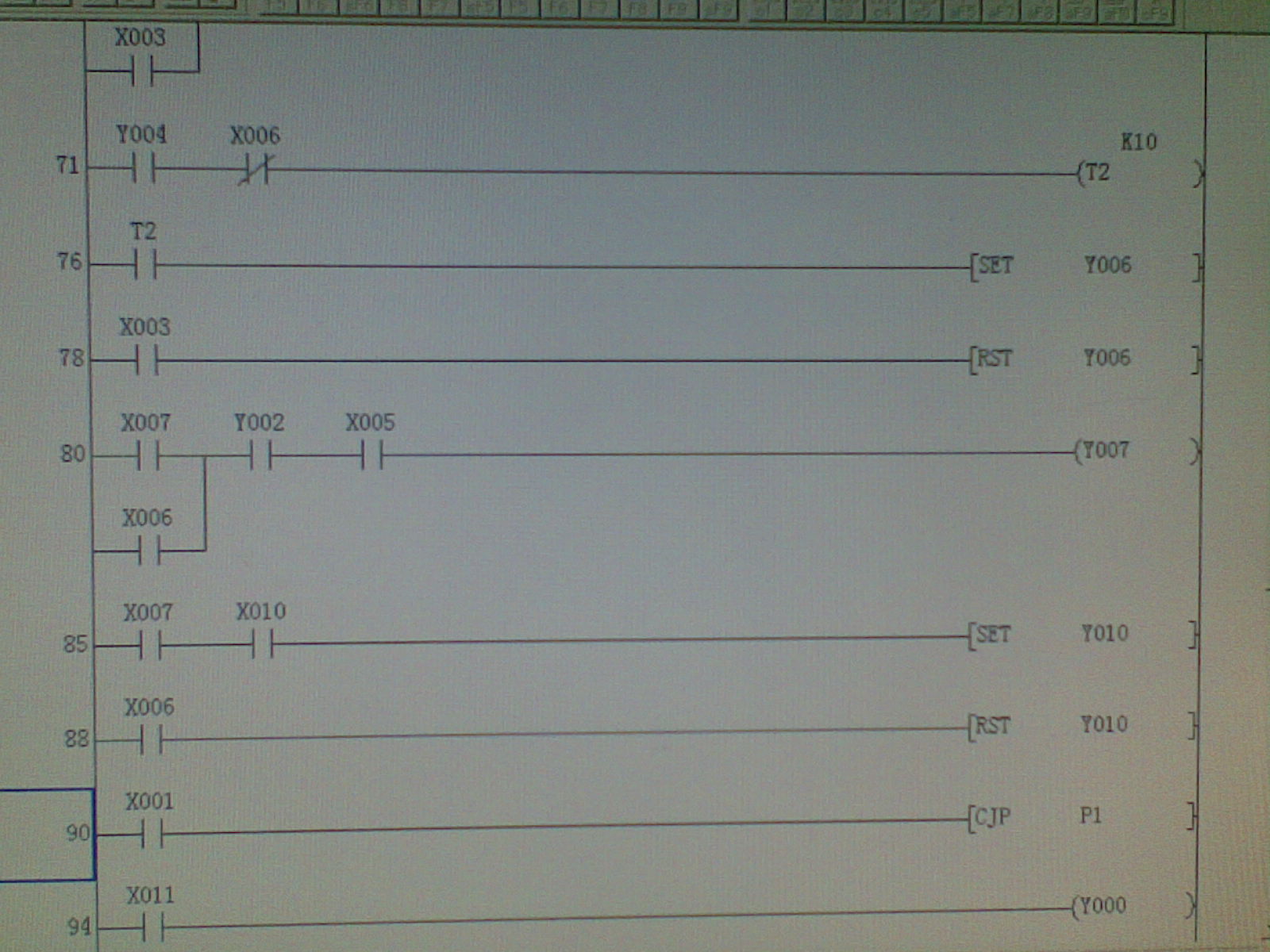
各位老师傅你们好!本人是一个三菱PLC编程初学者,想在做一台磨角机,功能有手动/半自动/全自动三种,用一般的梯形图已编好也可用,但看起来比较复杂,现在想改用跳转指令编程,这样看起来好看一点,不用点那么多内存,也可用双线圈,手动/半自动编完后仿真时显示程序出错,提示CJ、CALL没有跳出位置,但不知错在哪里,改来改去也改不好,包括加了FEND指令后还是显示出错,看书上的也是云里雾里看不懂,希望各位师兄弟能指导指导,看一下该改哪一步哪些地方,下面是本人编的程序(因我前几天发的没人帮忙,今天只好又以照片形式上传):
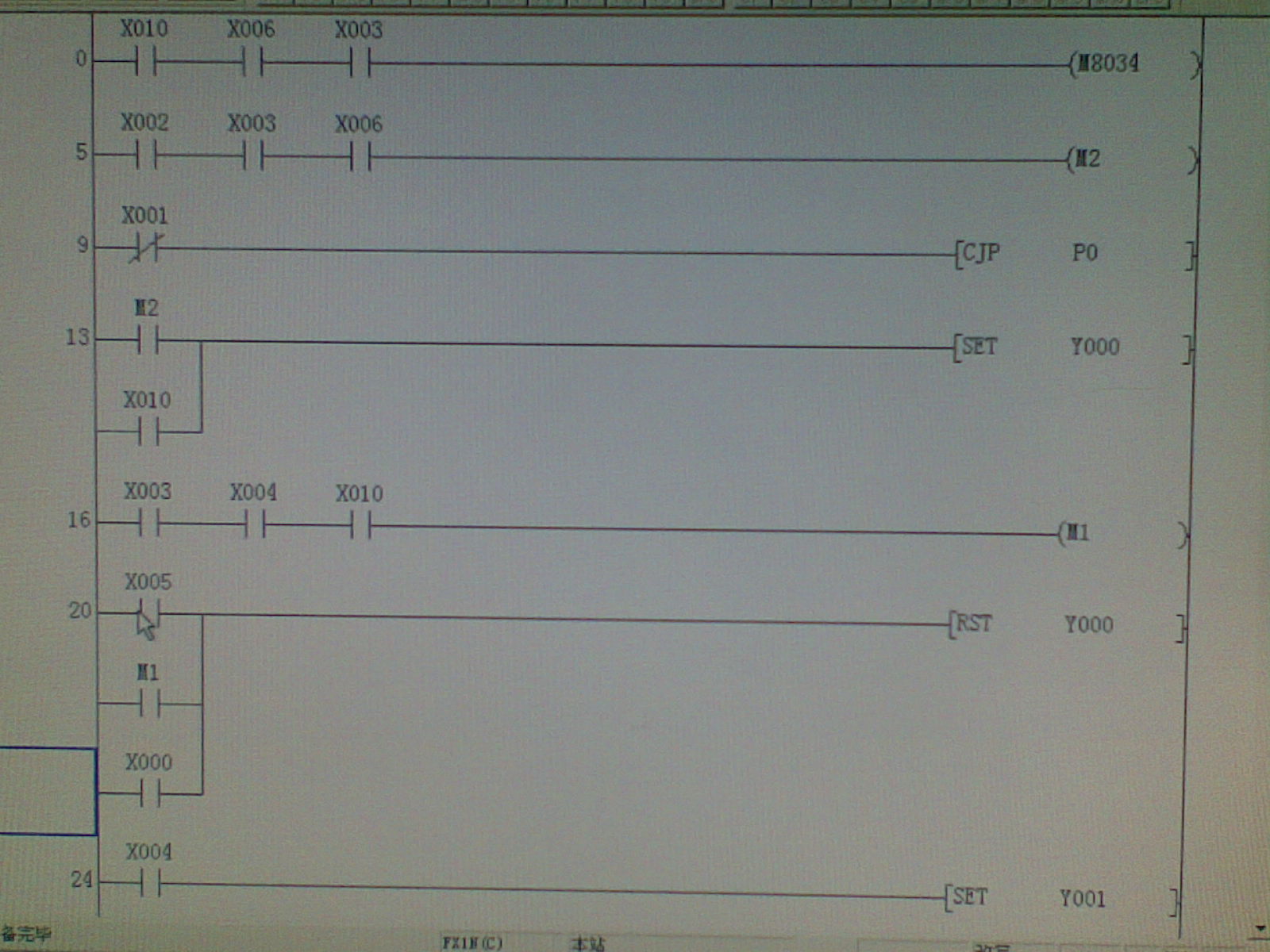
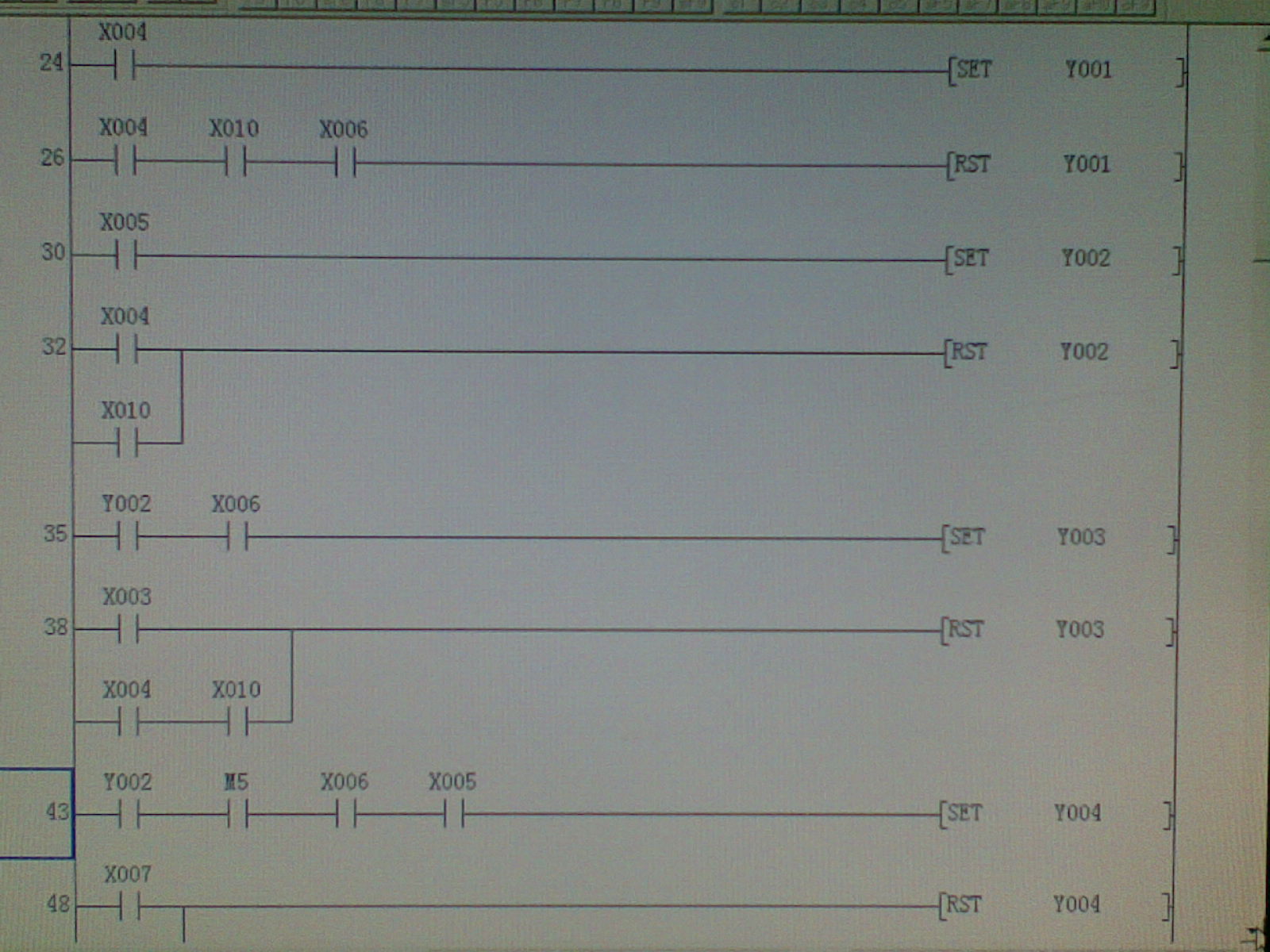
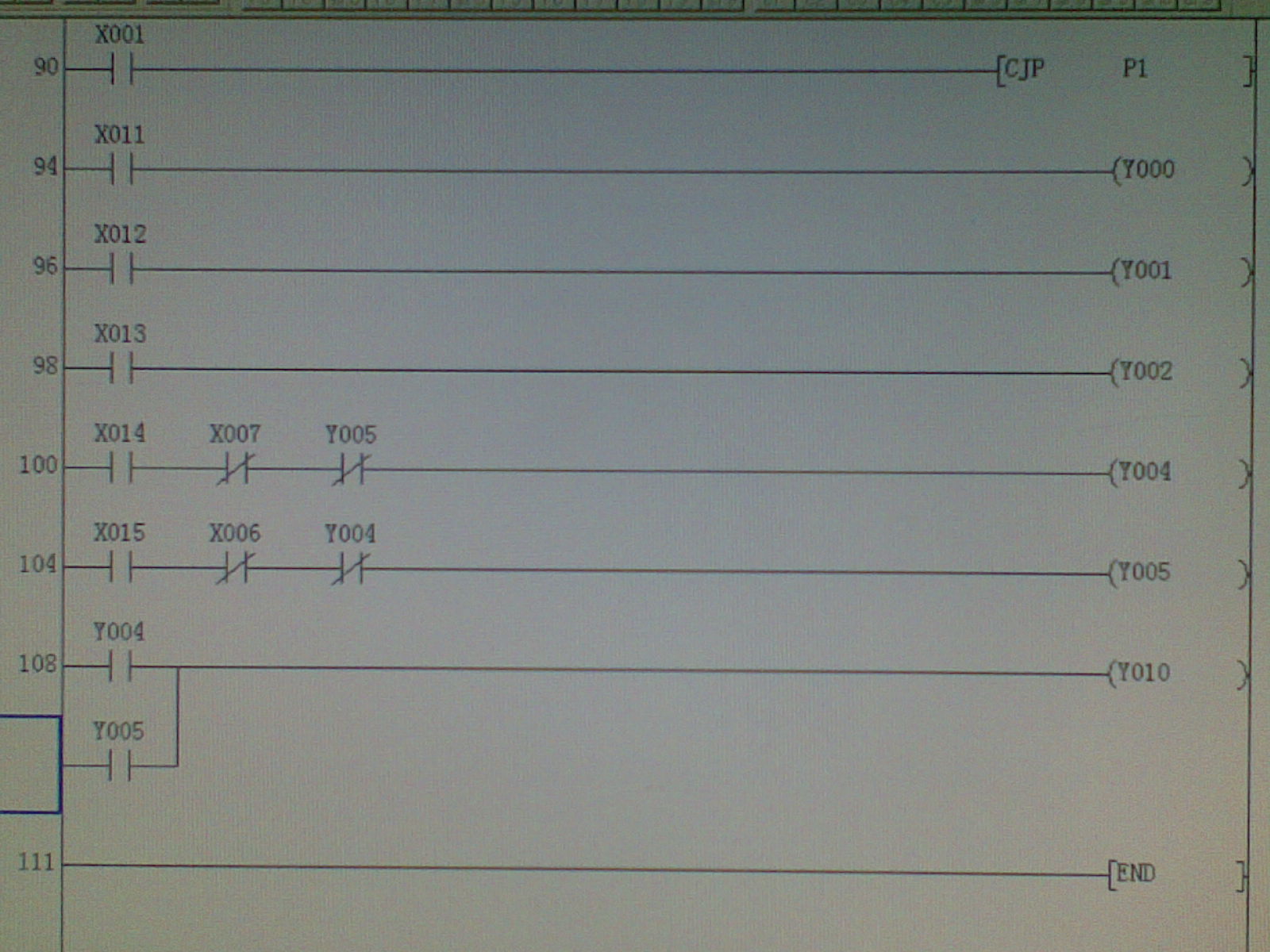
X0:停止 X1:手动/自动转换 X2:启动按钮 X3:原点 X4:摆臂内摆到位 X5:摆臂快速下到位(气动) X6:打磨上限程 X7打磨下限程 X10:打磨上下次数满足 X11:磨头手动 X12:摆臂快下手动 X13:磨头电机手动 X14:高楼大厦头下行手动 X15:磨头上行手动
Y1:摆臂进入(气动) Y2:摆臂快下 Y3:油泵电机 Y4:打磨下行(油缸驱动) Y5:打磨上行(油缸驱动) Y6:外接计数器电源 Y7:打磨来回次数输出。
工作过程是(半自动):按下启动按钮X2,(启动条件:摆臂上抬在上原点X3通,油泵驱动的摆臂在上限程X6接通),Y0气阀得电摆臂内进(气动)X4通,Y1气阀得电摆臂下压X3断开,摆臂下到位X5通电,Y0失电摆臂外摆靠上需打磨的产品(四角盆内面),X4断开Y2得电磨头电机运转(磨头电机装于摆臂上),油泵电机Y3接通运转,下行油阀Y4得电,开始往下打磨,磨头下行离开X6后外接的计数器电源接通,打磨下行碰到X7后Y4断电,Y5通电磨头上行,同时Y7通电外接的计数器加1,上行碰到上限X6磨头下行,Y7得电输出外接计数器加1。。。。。。计数满足后打磨停止,Y0气阀得电摆臂内摆,压住X4,磨头停止,如磨头在下限X7处则磨头上行到X6处停止(如磨头在X6处则无此动作), Y1气阀断电摆臂上抬,压支X3后Y0气阀失电,计数器电源Y6停止输出,摆臂外摆复原,
等待下一个工作循环。P1后的手动则不提了
[ 此帖被向钱冲在2010-12-05 23:23重新编辑 ]
 沪公网安备31010802001143号
沪公网安备31010802001143号

