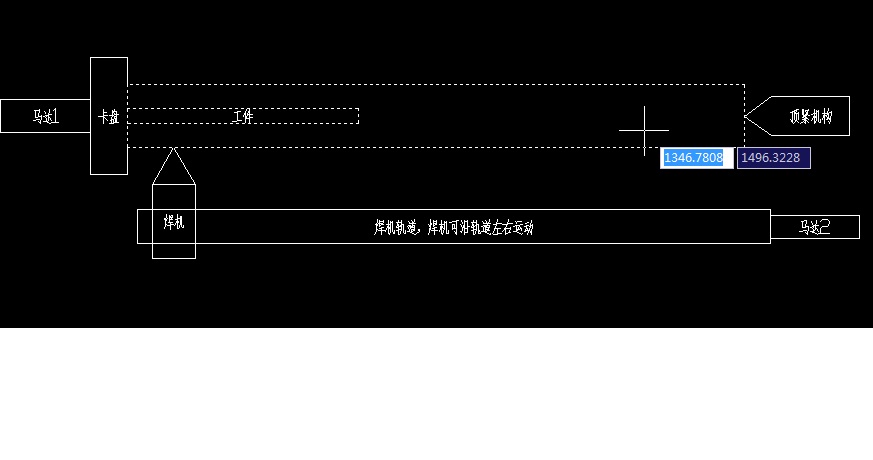
设备控制示意图
公司要设计一台设备:具体要求如下,请问如何选择马达?如何设计控制部分,谢谢大家;
手动要求 1.开关打到手动模式,电机1手动按钮可以点动电机转动;
2.开关打到手动模式,焊机手动按钮可以点动焊机焊接;
3.开关打到手动模式1,1+2;
4.开关打到手动模式,点动电机2按钮焊机可以左右移动;
5.手动模式急停开关可以使用;
6.开关打到手动2模式,2+4;
自动要求 1.点动自动1按钮马达1自动运转、焊机自动开始焊接;
2.急停按钮可以使用;
3.马达1转一周的时间由拨码开关控制,拨码开关时间可以调整;
4.马达1转一周的位置是否到达由接近开关来控制;
5.点击马达复位按钮马达1自动回原点(即开始焊接的初始位置);
6.点击自动2按钮马达2自动运转,焊机自动焊接开始,到达传感器位置自动停止,
并自动复位到初始位置;
 沪公网安备31010802001143号
沪公网安备31010802001143号

