引用
引用第3楼勿忘我于2010-01-24 10:21发表的 :
第一和第三都正确可以工作,第三种接法最好。第二种很明显是要爆的。
第三种接法最好,好在那里?能否详说一下?
个人认为第三种接法最好,因为能实现电机不断电转换,避免了二次启动,但网上查了一下好象大家都不是特别强调这一点.
有现场调试经验的都应该对星三角转换瞬间冲击时都有感受吧。
自耦启动几年都没用了,更多的是选用软启了。
顺手贴个转贴:
1.一种自耦变压器降压起动控制线路的改进
前言
自耦变压器降压起动, 又称为补偿器降压起动, 可用抽头调节自耦变压器的变比以改变起动电流和启动转矩大小。传统自耦变压器起动大多数是用加时间继电器来控制。以下是根据某本中级电工培训指导书上自耦变压器降压起动控制线路所存在的弊病做了改进。改进后的控制线路投入使用以来, 运行稳定、可靠, 没有出现故障。
1 原动作原理
原电路的控制原理如图1 所示
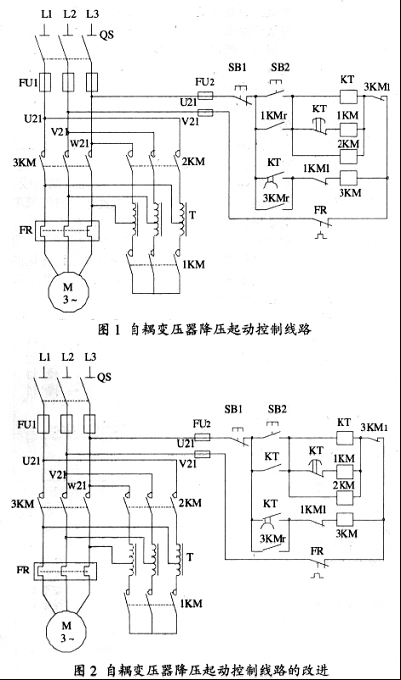
控制电路的本意是, 按下起动按钮SB2, 交流接触器1KM和2KM线圈得电, 触头1KM和2KM闭合, 自耦变压器串入电动机降压起动; 同时时间继电器KT 线圈也得电, KT 的触头延时动作, KT 常闭触头延时先断开, 1KM、2KM和KT 线圈先后失电, 1KM和2KM主触头断开, 变压器脱离电动机电路, 而KT 常开触头后闭合,1KM常闭闭合, 3KM线圈在1KM和2KM失电之后得电, 3KM主触头闭合, 电动机进入全压运行。再按下停止按钮使电动机停转。采用这种控制电路, 电动机的“ 起动- 自动延时- 运行”一次操作完成, 非常方便和安全。但是在正式运行时, 会产生这种现象: 在接线完全正确的情况下线路有时便可正常运行,有时便不能正常运行, 即按下起动按钮SB2 之后, 电动机降压起动了, 当转到全压运行时,便停下来, 3KM线圈通不了电。
2 线路的弊病- 竞争冒险现象
分析其图1 控制线路的弊病是遇到了电磁元件之间的“ 触点竞争”问题, 即出现了竞争冒险现象, 造成整个电路工作的不可靠。电路运行过程中, 当KT延时到后, 其延时常闭触点总是由于机械运动原因先断开而延时常开触点后闭合, 当延时常闭触点先断开后, 1KM 线圈随即断电, 1KM1 常闭闭合为3KM 线圈通电做准备, 同时1KMr 常开断开, KT 线圈随即断电, 由于磁场不能突变为零和衔铁复位需要时间, 故有时候延时常开触点来得及闭合, 这时3KM线圈可通电, 3KM常开触点闭合自锁, 电动机转入全压运行。但有时候因受到某些干扰而失控, KT 延时常开触点来不及闭合, KT 的磁场已消失和衔铁已复位, 3KM线圈通不了电, 从而导致了前面所提到的故障问题。此线路造成竞争冒险即上述现象的主要原因是设计过程中只考虑了电磁系统与触点系统的逻辑联系, 而忽略了触点系统动作时间性和滞后性对系统的影响, 从而造成竞争冒险。
3 改进后的接线方法
经过分析, 主要是控制电路中辅助触点使用不合理造成线路设计的不完善, 针对此线路存在的缺点对原控制电路部分进行改进, 其接线方法见图2。
4 改进后的工作原理
接通电源后, 按下起动按钮SB2, 交流接触器1KM、2KM线圈得电吸合, 1KM和2KM主触头闭合, 自耦变压器串入电动机降压起动; 同时, 时间继电器KT 线圈也得电吸合, KT 瞬时常开触点闭合自锁。经一定时间延时后, KT 延时常开触头闭合, KT 延时常闭触头断开, 1KM线圈断电, 1KM1 常闭闭合, 3KM 线圈通电,3KM1 常开触头闭合自锁, 3KM1 常闭触头断开联锁, 使2KM及KT 线圈断电复位, 电动机进入全压运行, 整个启动过程结束。将图1 改成图2 后控制系统就达到了安全可靠运行的目的了。
 沪公网安备31010802001143号
沪公网安备31010802001143号

