晚上闲得无聊,泡了壶茶走到阳台,品着茶看着月亮,就想到近半年来一直和脉冲打交道,从开始的简单的往复运动,到精确的定位控制,从单轴的剪板机进料控制,到三工位冲床三轴控制、再到自动种钉机的五轴控制,从开始的不知道(曾经的往复机使用了一个步进电机控制器来发脉冲),到控制五个轴,一点点学习,一点点提高,手指不知觉的在笔记本上敲出了一些文字,困意来临,回看了一下,无意间的文字竟是一篇学习脉冲输出、浅入深出的文字,决定贴出来,既然开了头,以后晚上无聊没事干的时候就会少喽,有点儿累,是不?
浅入深出 S7-200 脉冲输出
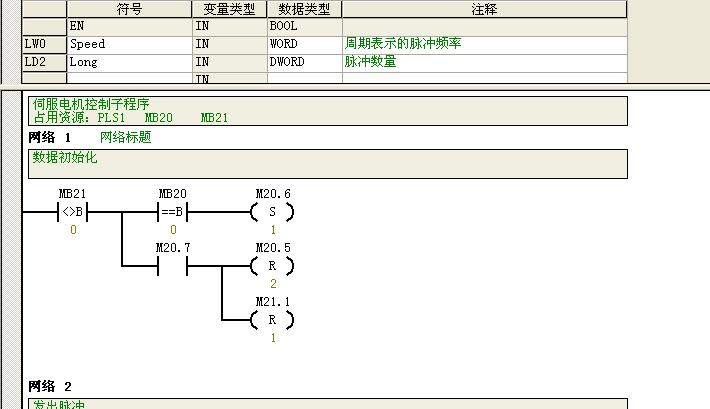
第一节 让PLC输出脉冲 子程序功能:
利用Q0.1发送脉冲
子程序名称:
PLS_1
调用参数:
Speed In Word //周期表示的脉冲频率
Long In Dword //需要发送的脉冲数量
状态位
M20.7 脉冲输出完毕标志
M20.6 首次调用隔离位
M20.5 PLS指令调用隔离位
控制位
M21.1 脉冲输出控制位
PLS1通道PTO模式中PLC内部使用
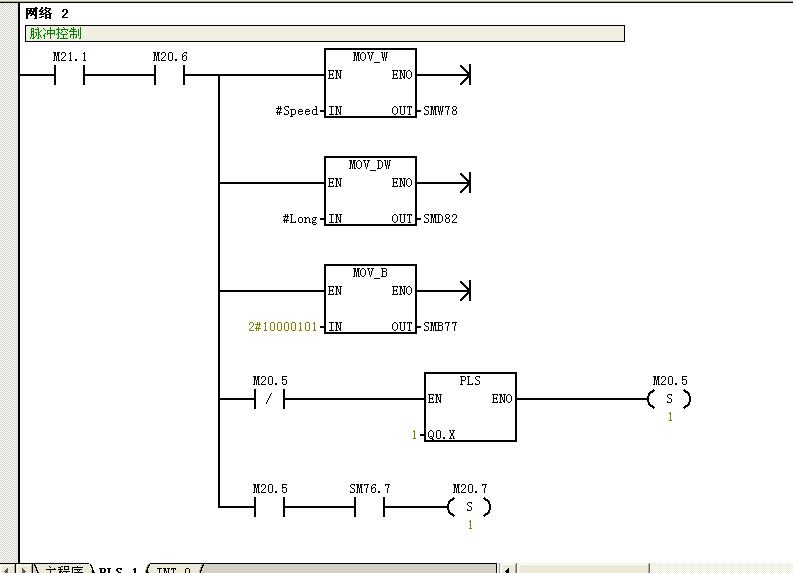
SM77: PLS控制位
SM78: 周期表示的脉冲频率
SM76.7 输出轮廓完成标志
SMD82: 脉冲数量
子程序体
==================================
SMB77=16#85
表示
脉冲使能、PTO方波、单段操作、微秒、计数更新、周期更新。
网络1: 初始化 & 错误处理
网络2:发出脉冲 子程序执行完毕后,会置位M20.7复位 M21.1
========================================================
主程序调用
以周期为200us的频率发出2000个脉冲
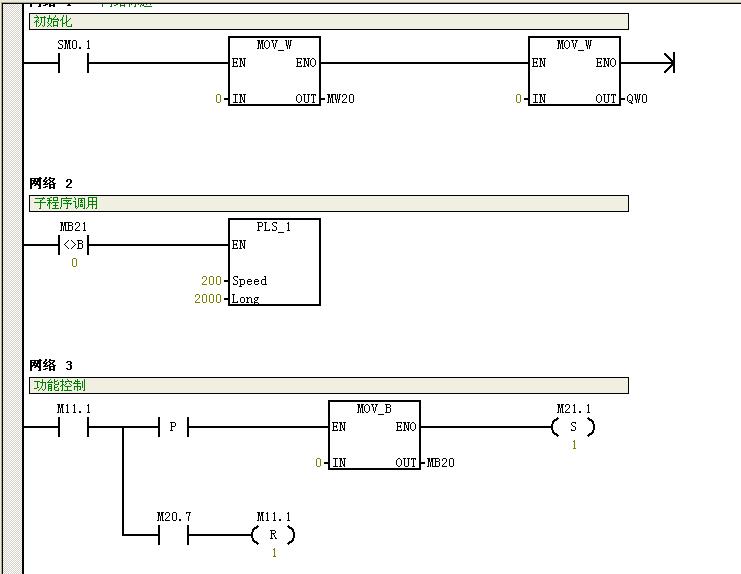
子程序执行前,需要将结果MB20清零,然后置位M21.1
M11.1 中间控制位,可以使用触摸屏幕来控制该位,也可以使用输入点来控制该位,
暂且到此,哪天有功夫再继续这无聊中的有聊,不知道贴出来后臭鸡蛋多不多。如果是砖头尽量小点儿哈,太大了会去看医生,要花RMB的。
[ 此帖被醉湮邃虞在2009-04-12 22:33重新编辑 ]
 沪公网安备31010802001143号
沪公网安备31010802001143号

