图片:
图片:
图片:
图片:

图片:
图片:
图片:
图片:

图片:
图片:
图片:
图片:
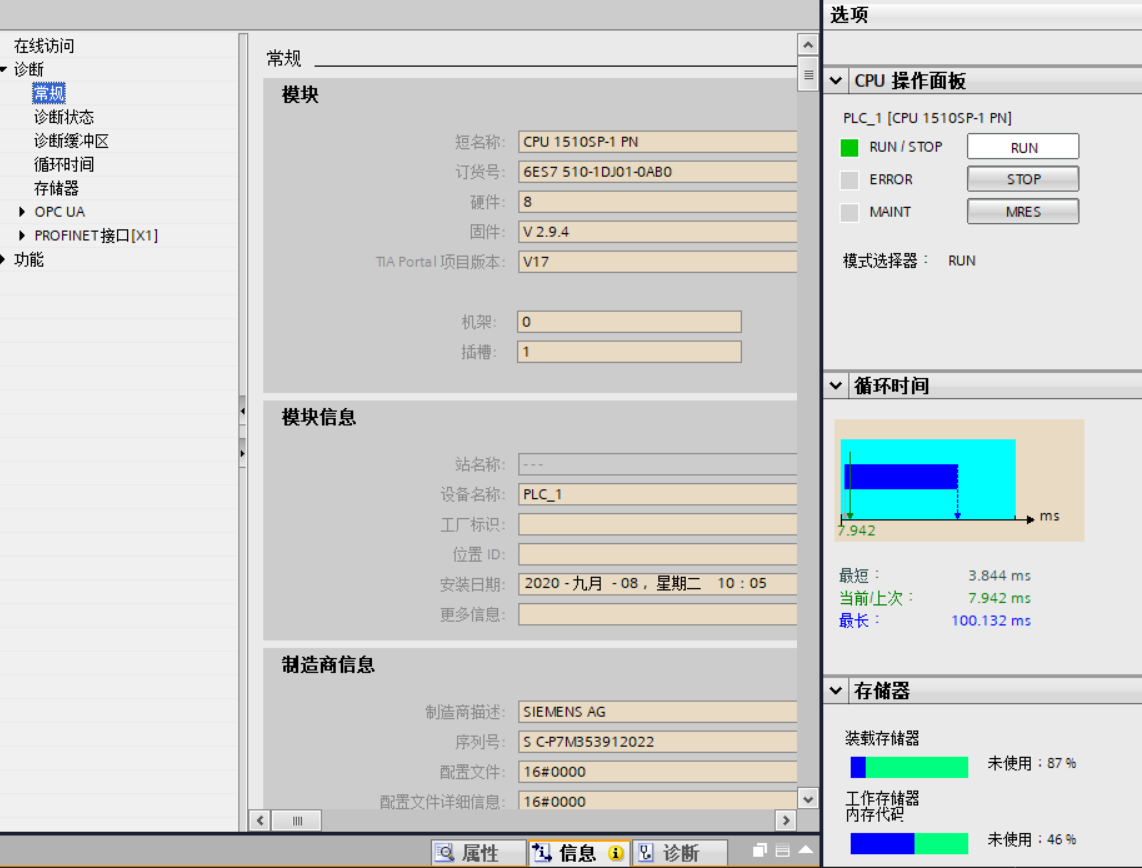
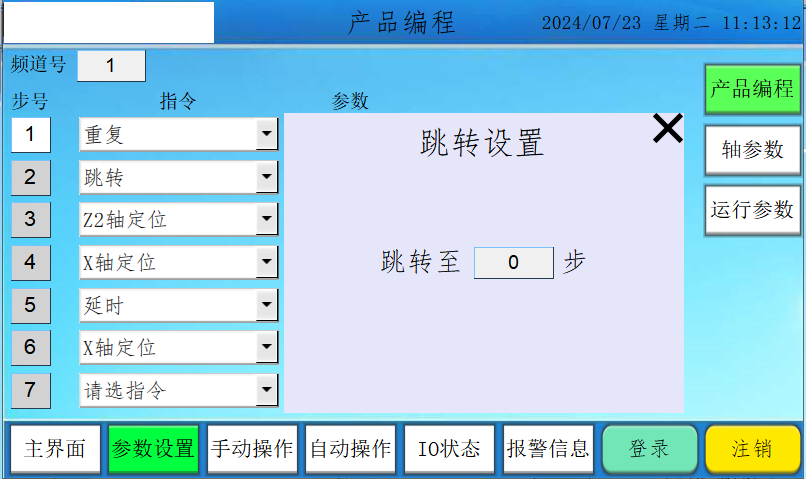
最近有点闲,之前用过武藏三轴平台,用威纶通7寸触摸屏和西门子S7-1510SP编写了一个类似的二次编程程序,基本功能都可以实现。
触摸屏只做输入接口,程序写在西门子PLC里,程序包括 HMI设置程序,手动程序,自动程序,指令程序,复位程序,报警程序几个FC块。
DB块有 HMI变量,产品变量,运行变量,报警变量。HMI变量是触摸屏输入PLC接口变量,产品变量是程序频道,分配了20个程序频道。
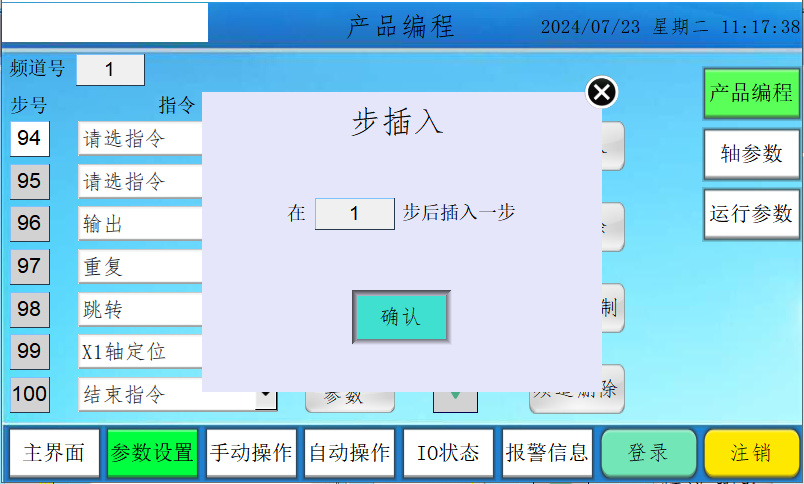
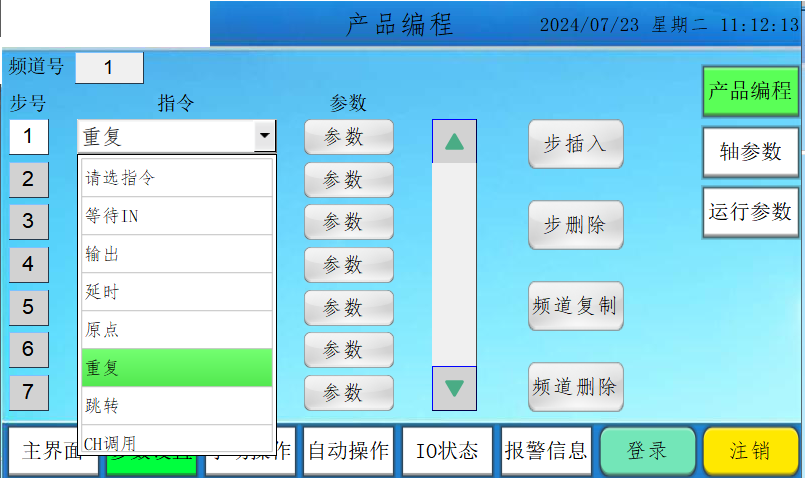
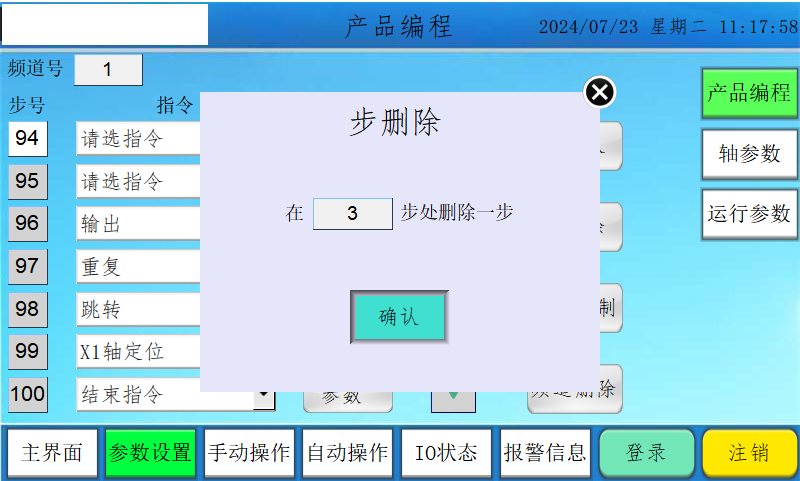
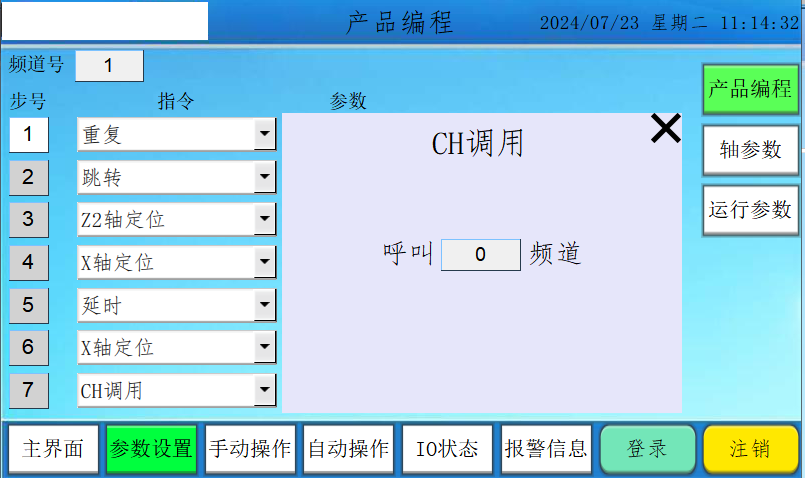
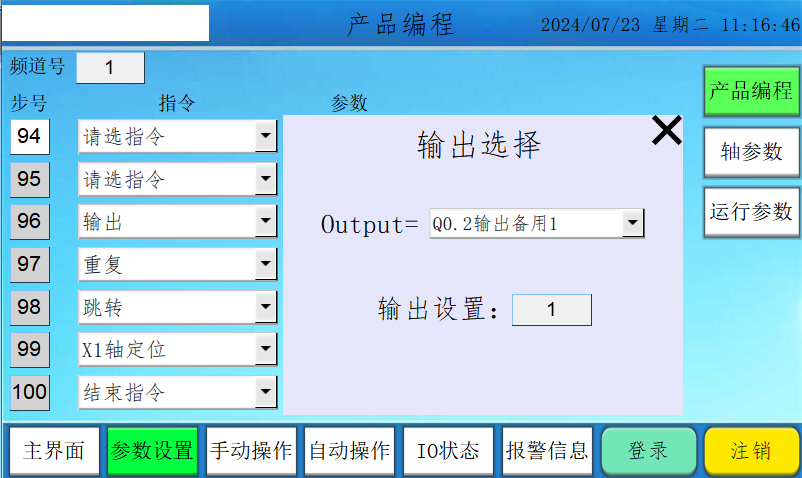
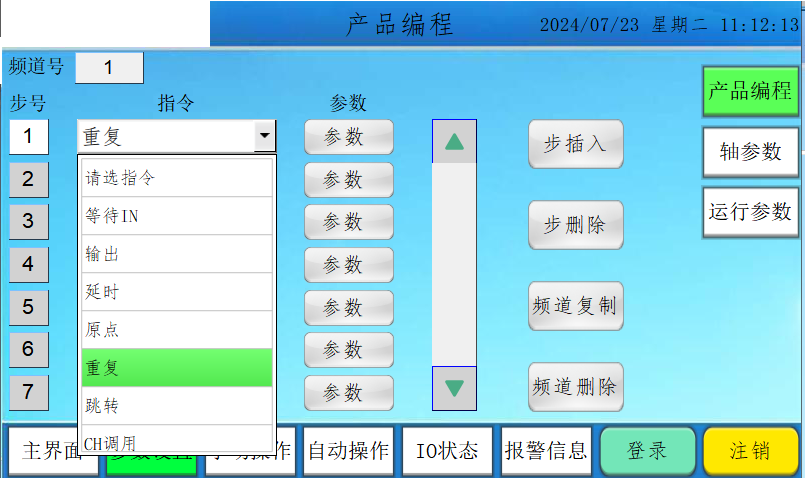
触摸屏上数据的存和取在PLC的HMI设置程序里写好,步号最大100,可以自由设置,指令有:等待IN 输出 延时 原点 重复 跳转 频道调用
X轴定位 X1定位 Z1定位 Z2定位 结束指令等。其中 等待IN 输出 延时 重复 跳转 频道调用X轴定位 X1定位 Z1定位 Z2定位 是有参指令,
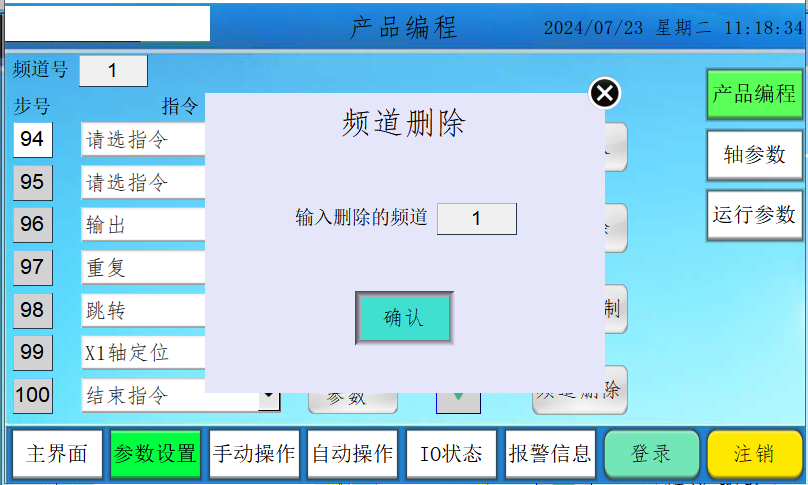
一般带一到两个参数,原点 结束指令是无参指令。编程时坐标可以示教,程序可以 步插入 步删除 频道复制 频道删除。
由于手上只有威纶通和西门子的PLC做测试,一般汇川 三菱 基恩士 欧姆龙 PLC都可以写二次编程,对触摸屏品牌没要求。
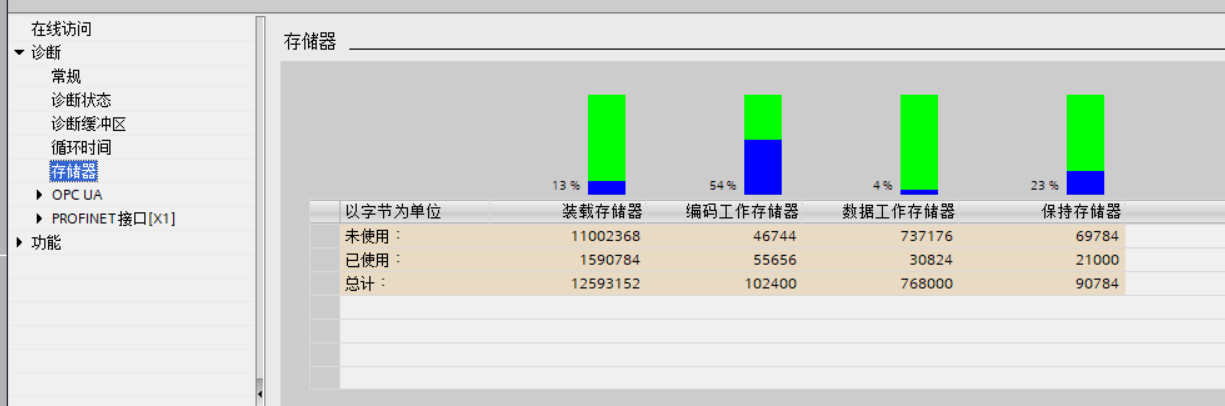
分配的内存要足够大,西门子用了12M的内存卡,还有77%数据内存。内存大可以分配更多步号和程序频道。
西门子PLC和触摸屏源程序在43楼44楼,可以下载学习,如果想做成大型很多台CNC构成的200轴PLC系统,还需要自己思考调试,
复杂的事情都是由很多简单的原理构成。
我可以做200轴多CNC的PLC系统,普通编程和二次编程混编,单轴或三轴插补1000多点位运动控制,解决大型多轴多工位设备控制问题。
[ 此帖被hezhen880924在2024-12-31 17:51重新编辑 ]
 沪公网安备31010802001143号
沪公网安备31010802001143号

