图片:
图片:

图片:

图片:
1、流程描述:传送带侧面装有感应器,感应到虾来伺服电机快速启动控制刀轴下降切割虾(伺服轴头装有凸轮(偏心轮),转角度控制切割深浅)。虾是按如下分类分批次放料的(如:此批次放尾不切、头和中间都切的一批,送料时,规定虾尾朝前、虾头朝后,一只一只虾的放料,2只虾之间间隔时间大约400ms-500ms),切完一只复位最高位(原点)等待切下一只虾。可根据虾的长短大小控制切割时间和深浅。
2、切割分类:1)、尾不切、头和中间都切。 (功能实现后再分细类)
2)、尾不切、头不切、中间切(功能实现后再分细类)
3)、头不 切、尾和中间切。 ( 功能实现后再分细类)
3、按目前常规虾预计切割整条虾共需用时约100ms:虾头-----用时约20ms ;虾身(中间)-------用时约70ms ;虾尾-------用时约10ms(不知响应速度是否能达到 ?)
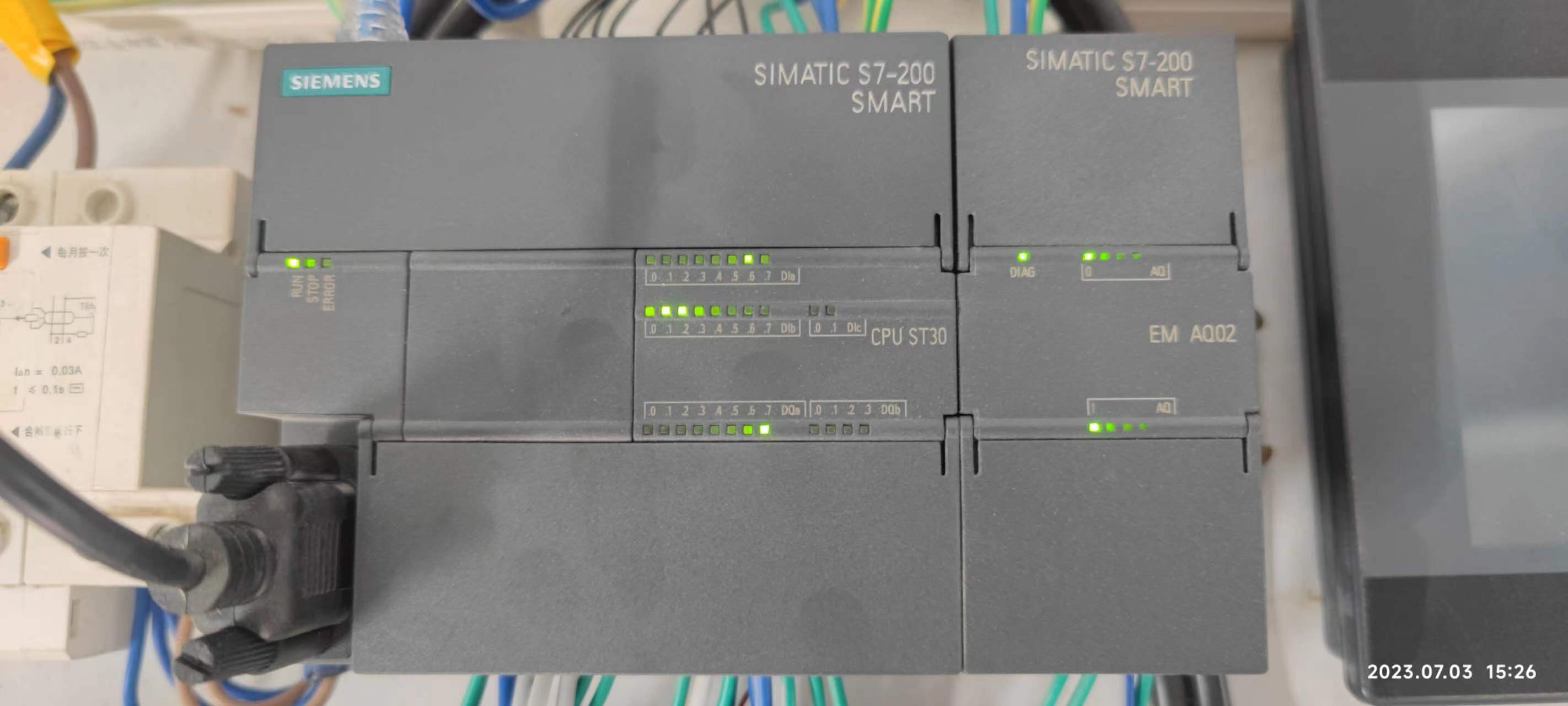
4、工控件: 1、PLC----西门子200smart ST30
2、触摸屏------威纶通TK8071IP
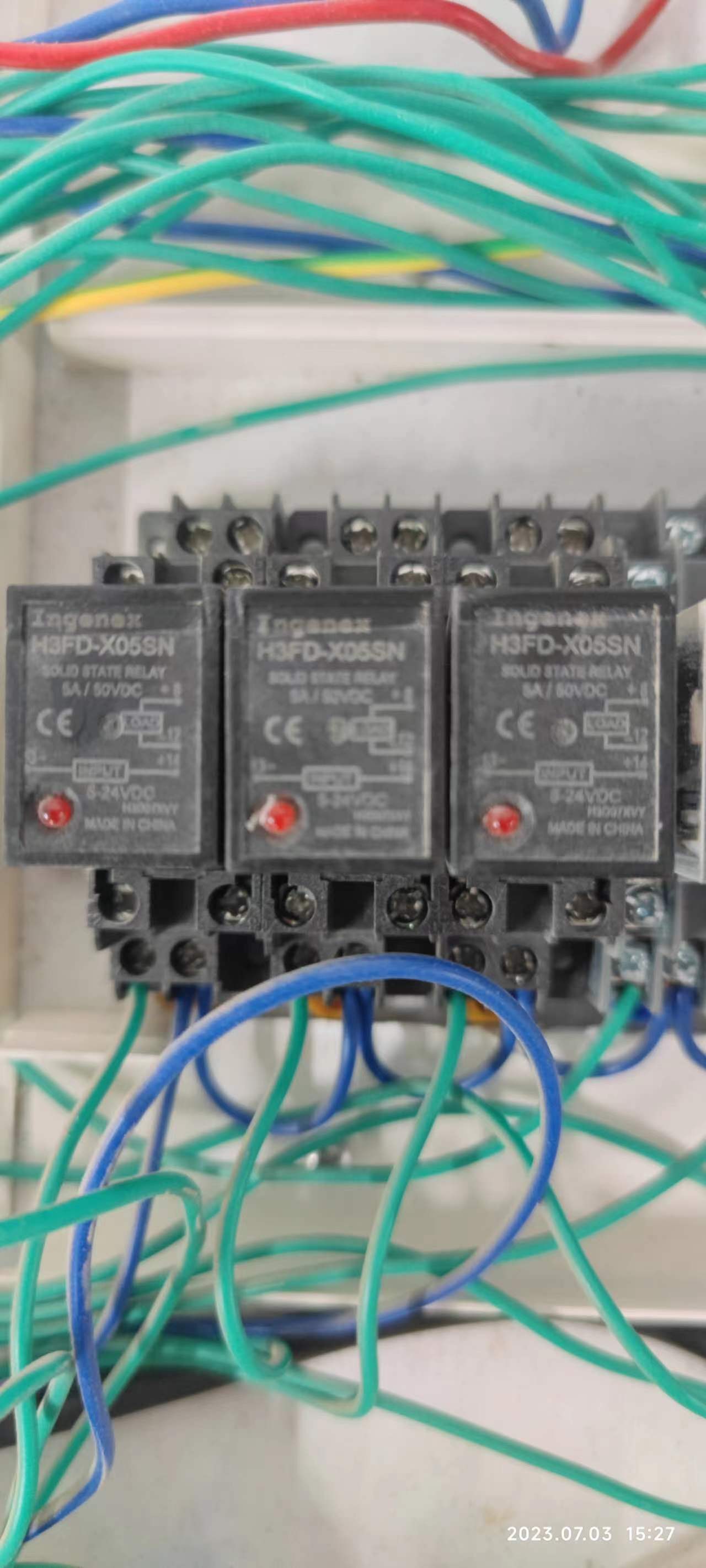
3、固态直流控直流继电器(响应1ms)
4、伺服j电机用普通交流220V输入 3000r/min
要求在触摸屏上按切割分类分别设置操作(包括时间控制)
是否可实现此功能?求大师指导,谢谢哦。
 沪公网安备31010802001143号
沪公网安备31010802001143号

