图片:
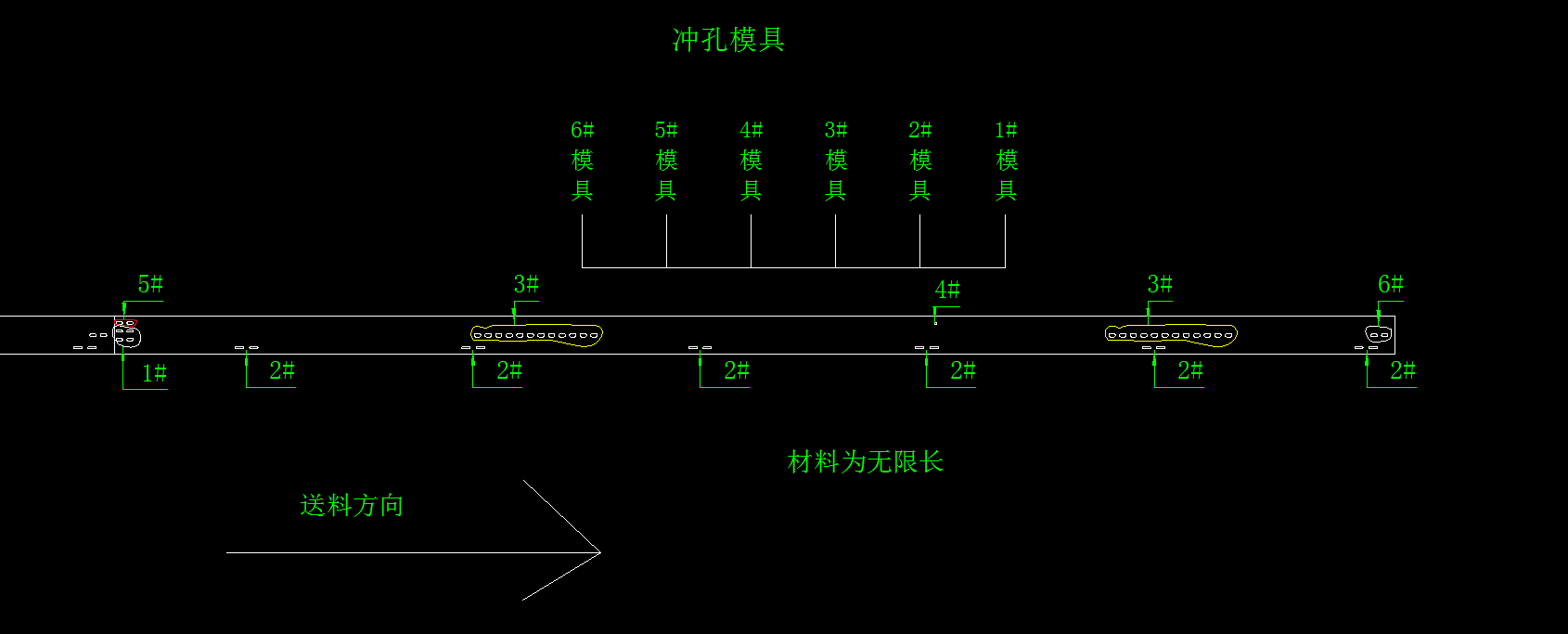
伺服送料冲孔 材料上有6种孔型 6组冲孔模具 冲孔模具之间的间距是300mm 材料为无限长 初步考虑是在触摸屏上输入 长度 和对应模具号 来执行定位
但是程序编写中有几个问题不知道怎么处理,希望高手指点迷津。
1.定位方式为绝对定位。触摸屏上设定的长度 为材料上孔位的标注尺寸 实际程序运行需要加上对应模具的间距,这样的话就会出现长度大小的变化,需要把长度和对应的模具号整体进行排序,这个程序怎么处理。
2.上图为一根材料上的孔位,之后冲孔都是按照图示不断循环。但是料尾的孔会出现下一根材料上冲了多个孔,才可以冲料尾的孔,这个程序怎么做判断处理。
3.因为采用绝对定位,材料无限长(上盘料的尾和下盘料的头进行焊接,相当于无限长),32位数据肯定会出现数据溢出,这个要怎么处理。
希望大神们多多指点,感激不尽!
 沪公网安备31010802001143号
沪公网安备31010802001143号

