图片:
图片:
图片:
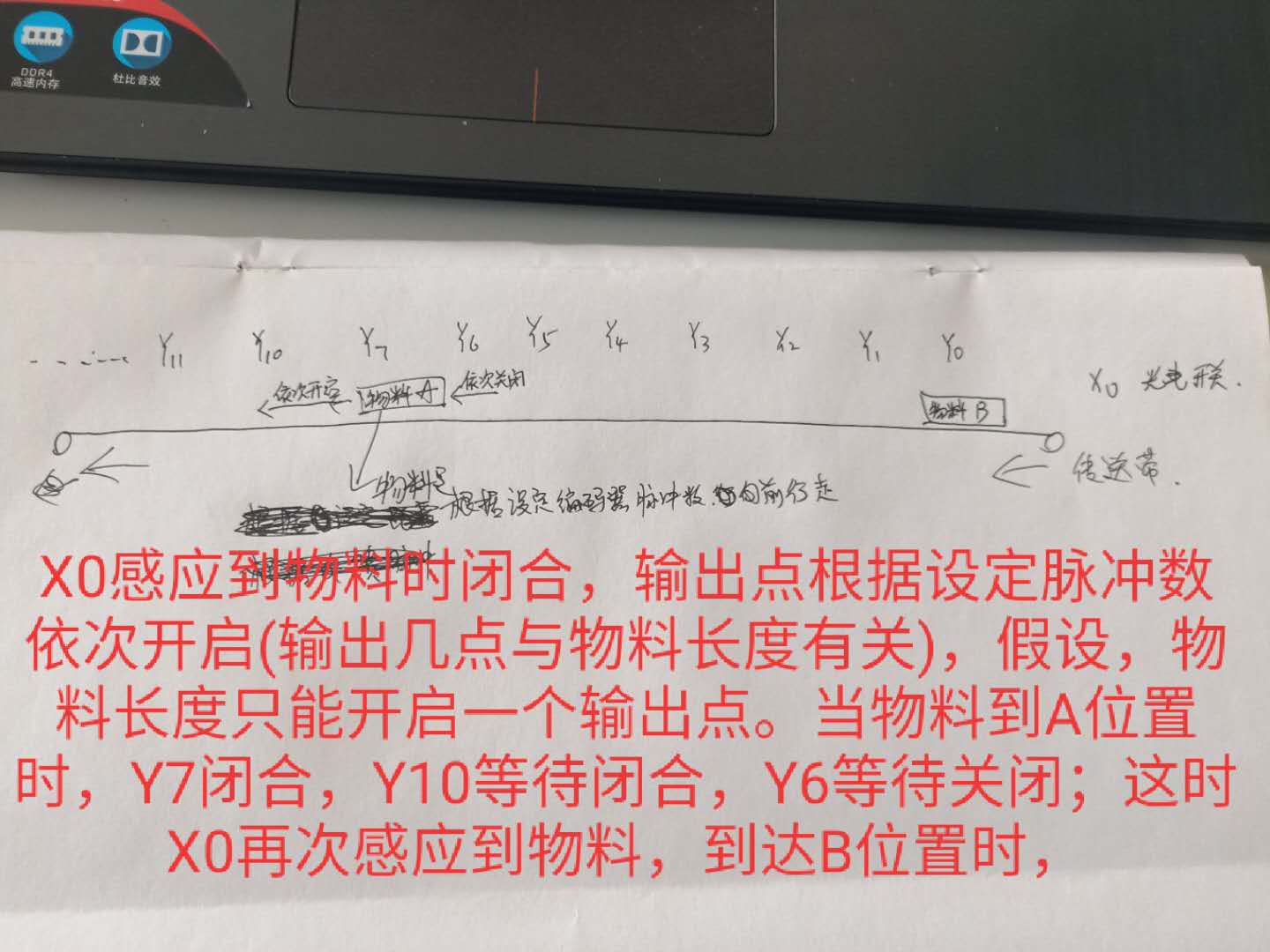
这时,A位置物料继续向前行走,Y10闭合,Y7断开,Y11通,Y10断。。。。依次开启,依次关闭
已知,X0感应物料长度来依次输出点,物料离开X0感应点的范围后,输出依次关闭
那么下一块物料过来时,X0再次闭合,到达B位置时,输出控制思路求各位老师指点,
现在有个程序,其他的控制都实现了,就是这里,当物料长度很短时,物料之间间隔过大,前面运行着呢,,后面又来一块,没思路了,求各位老师开导
传送带是在密闭箱体中,设备开启后,传送带一直行走,只有进料口有光电开关
更新]谢谢各位的的办法,现在重新整改思路,用的物料的实时位置和输出位置相比较(因为输出点接的负载位置是不变的),物料到哪里,开哪里,离开哪里,关闭哪里
用光电的常开加输出点的互锁置位M,用M来保持前方物料的状态,弊端就是,前方物料位置种类太多,都要写上的话得有几百种可能,程序繁琐,暂时就想到了这个笨办法
希望大神给点意见,和建议,早日把好办法找出来
位移试过没整出来,先入先出指令不怎么会用,暂时还没试
再次更新,之前忙别的活把这个程序耽误了,现在这个程序功能已经实现了,待我稍微完善一下分享给大家
[ 此帖被青年加油在2021-03-08 11:56重新编辑 ]
 沪公网安备31010802001143号
沪公网安备31010802001143号

