图片:
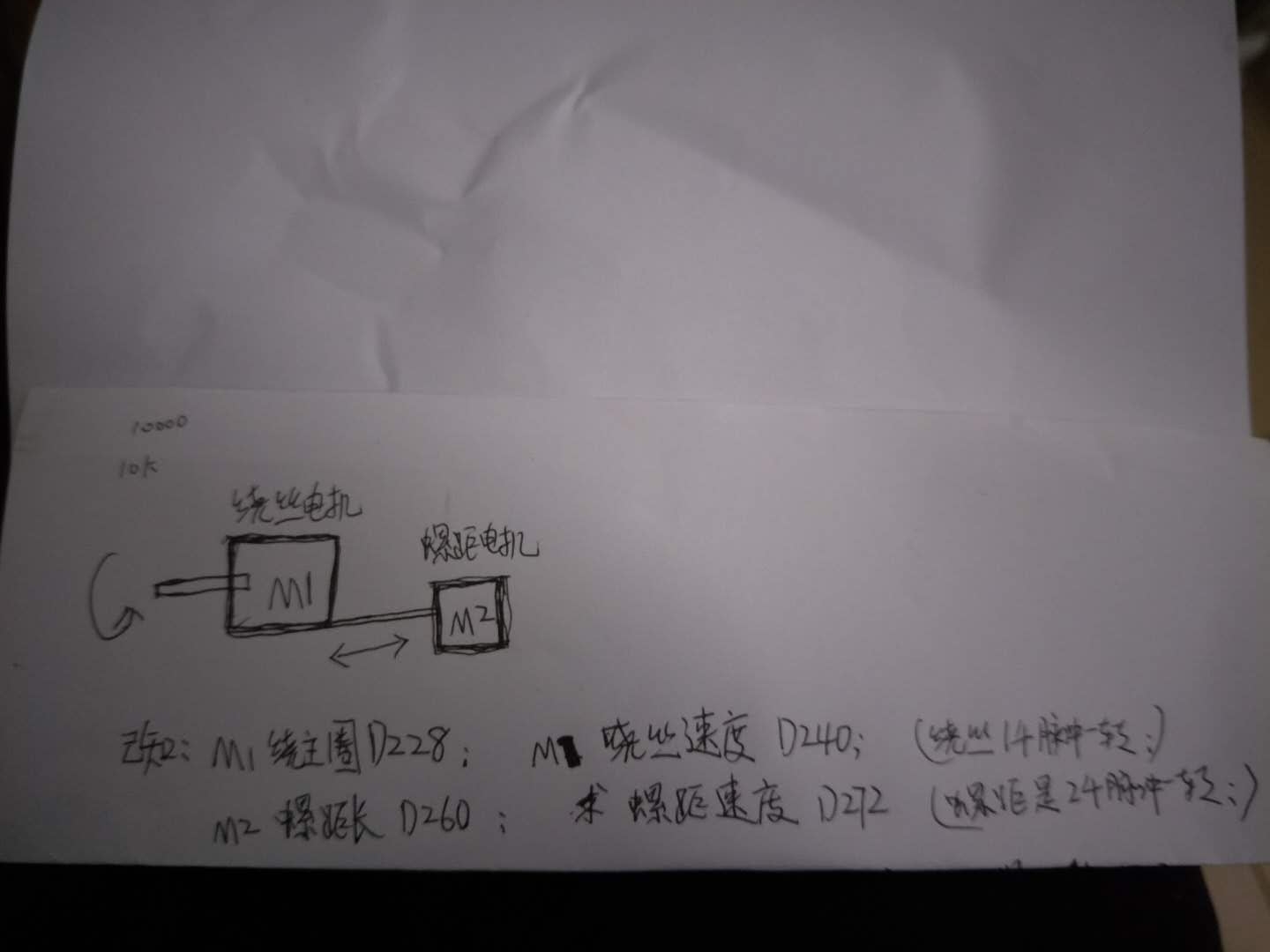
有两个步进M1是绕丝电机转圈的,M2是左或移的刚好是螺距一样。 M1.1000脉冲一转,绕圈数屏上设置(D228内)绕丝速度也在屏设(D240内),
M2,2000脉冲一转,它往右移总长(螺距)在屏设(D260) 它导程是5毫米 要求螺距速度(D270内)未知;让PLC自动算出来刚好同时启停吧。
也就是说,M1开始绕,M2也开始自动右移,刚好等距,这是三菱3U,无插动功能。只能让他自动算出M2的速度来。书上也看了好多不明白。
麻烦哪个老师帮我写一下公式哈;都为脉冲数吧,我还没换算的;记得把我写的地址(D )代入哈,要不我又还是不明白;希望谅解;谢谢大家。
[ 此帖被wangxiweng在2019-01-11 22:04重新编辑 ]
 沪公网安备31010802001143号
沪公网安备31010802001143号

