现我厂有一台手工盆打磨机PLC为台达DVPES2变频器为海利普HLP-NV系,现因想改变一点点工艺,原来往下打磨和往上打磨都是正转,现在要改成磨头往下打磨时正转,往上打磨时反转,程序采用通讯控制方式,可本人只是一个厂电工,生性愚钝通讯怎么学都学不进去,想请教一下哪些指令(段)与正转控制有关系,哪些指令(段)为停止控制,如果我要加入反转功能应怎么改(第1009步S40通时正转停止反转开始),到家1140步)Y0结束后M1029通后反转停止。
希望有热心的师傅帮帮忙指点迷津,事成之后个人给微信红包。谢谢!
 镙杆砂带磨圆角.zip (15 K) 下载次数:92
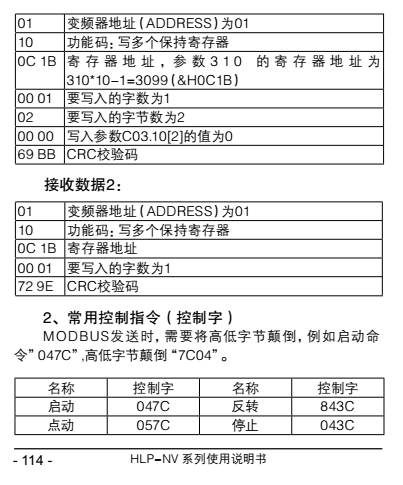
镙杆砂带磨圆角.zip (15 K) 下载次数:92 启动 047C 反转 843C 点动 057C 停止 043C
[ 此帖被向钱冲在2016-10-15 22:09重新编辑 ]
 沪公网安备31010802001143号
沪公网安备31010802001143号

