НјЖ¬Јә
ТэУГ
ТэУГөЪ3ВҘsjm213УЪ2014-06-28 23:05·ўұнөД :
PLCЖ·ЕЖЈҝРНәЕЈҝИзәОНЁС¶Јҝ
Т»°гҙЛАаіМРтҪб№№Ј¬КЗҪ«ЧЦ·ыЧӘ»ҜОӘASCIIВлФЩКдіцЦБөШЦ·јДҙжЖчЎЈ
КЧПИІйІйЎ°ASCIIВлЎұөДёЕДоЈ¬ФЩЧцМҪМЦ
ДгәГ,PLCКЗМЁҙпEHПөБРөД,ІЙУГRS485НЁС¶,ХвКЗёцБҪМЁPLCНЁС¶өДіМРтСщАэ,ТФПВКЗёҪјю,І»№эЖдЦРөДК®БщҪшЦЖҙъВл,ОТІ»ЦӘКІГҙТвЛј?МШЗлҪМёчО»АПКҰ,
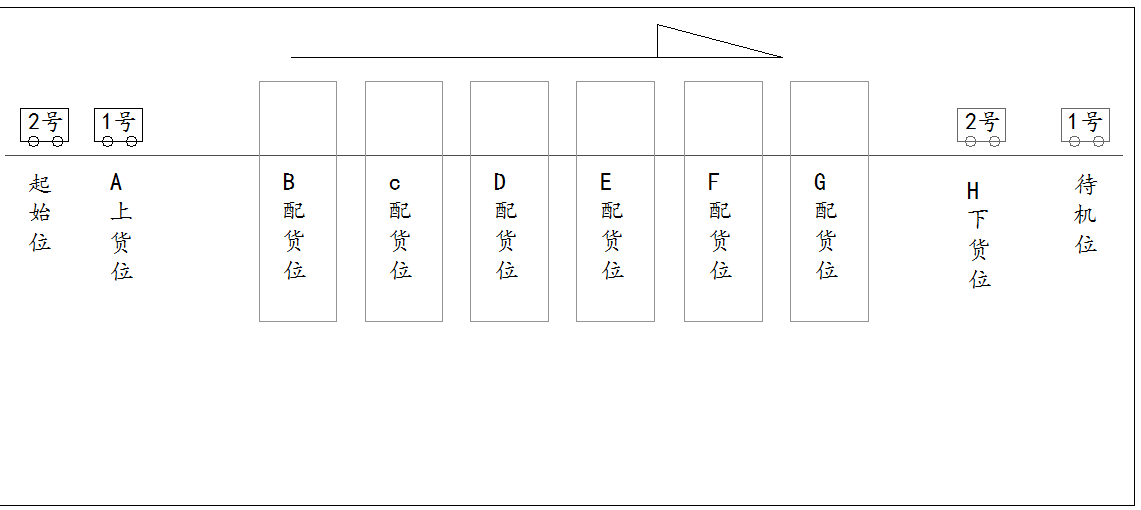
ОТПлЧцөДҝШЦЖ№ҰДЬКЗ:ФЪН¬Т»ёщ№мөАУРБҪМЁТЖ¶ҜРЎіө,¶ФУҰ8ёц№ӨО»,ФЪГҝТ»О»№ӨО»¶АБўНкіЙПВ»х,ИЎ»х№ҰДЬ,УЙУЪТЖ¶ҜУР40ГЧ,ТЖ¶ҜІјПЯІ»·ҪұгЛщТФЙијЖГҝМЁРЎіөУЙ¶АБўPLCҝШЦЖ,
ҝШЦЖБчіМКЗ:
1.ФЪЖрКјa№ӨО»Кұ,Т»әЕРЎіөЧ°»х,И·¶ЁЧ°әГТЖөҪb№ӨО»Ед»х,И·¶ЁТ»әЕРЎіөөҪb№ӨО»әу¶юәЕРЎіөТЖөҪa№ӨО»Ч°»х,ТФР©АаНЖ,өұЗ°№ӨО»УРРЎіөКұ,ҪыЦ№әуРЎіөТЖ¶Ҝ.
2.өұТ»әЕРЎіөТЖөҪHПВ»х№ӨО»,НкіЙПВ»хәу,Т»әЕРЎіөҪшИлҙэ»ъ№ӨО»,¶юәЕРЎіөТЖөҪHПВ»х№ӨО»,ПВ»х.
3.өұ¶юәЕПВ»хНкіЙәу,ІЕБҪМЁН¬Кұ·ө»ШЖрКјөг
 »Ұ№«Нш°Іұё31010802001143әЕ
»Ұ№«Нш°Іұё31010802001143әЕ

