图片:
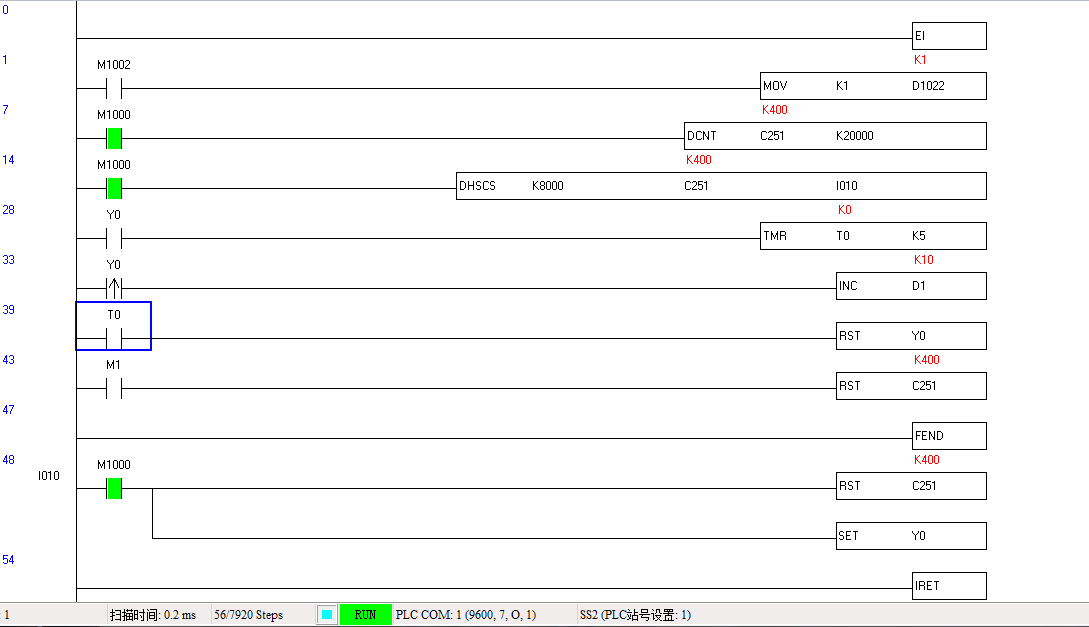
今天试了下台达的,程序和上次信捷的类似。编码器400线,1倍频。转一圈400个脉冲。8000个进入中断刚好20圈,复位高速计数器。现在的问题是进入中断复位高速计数器的时间是多少?在复位到0到重新计数的这段时间编码器一直在转,丢脉冲不知道该如何避免了。从监控上看知道一共是进了10次中断再加一圈整的也就是400个脉冲。实际上编码器已经走了一圈多一点了。也就是说RST C251这段时间没有计数。
这个程序是定长用的。设定长度转成脉冲数,当到达设定脉冲(长度)时进入中断复位高速计数器,同时输出动作。设备高速运转不停机的。低速误差还可以,高速较大。用单片机(STC12c5a60s2 或者stm32f103)情况比用PLC好些。
麻烦各位高手指点下这样的思路有没有问题。或者有更好的方法。
[ 此帖被purshro在2014-06-14 21:41重新编辑 ]
 沪公网安备31010802001143号
沪公网安备31010802001143号

