图片:
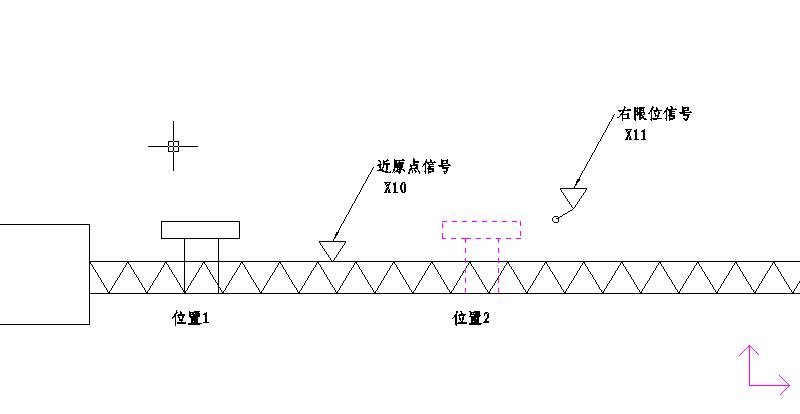
厂里有一台设备自动送料的,要我自己动手编程啊,自己又不熟悉,怎么办啊,有一条1米长的丝杆,丝杆的螺距是10mm
没有减速比,直接用伺服电机驱动机械手来回左右方向运动。有左限位开关X1和右限位X2做超程保护。原点开关X10,PLC上电每次都要求伺服回原点,首先机械手拿料。拿到料后,前进400MM后停止1S,1S后再移动500MM放料,放料后再回原点拿料,如此往复,该怎么实现该功能啊,用什么指令比较合适。台达伺服驱动器编码器的分辨率是10000,设伺服电机转一圈需要1000个脉冲,电子齿轮比是不是这样算10000除以1000=10吗?PLC机发1个脉冲,到伺服输出是不是变成10个,请各位师傅帮忙,小弟对伺服不熟悉啊,望多多指教

 沪公网安备31010802001143号
沪公网安备31010802001143号

