РЎµЬТ»ФВ·ЭЅУµЅТ»ёцЙи±ёёДФмИООсЈ¬УЙОТёєФрPLC±аіМЎЈОТФКЗС§јЖЛг»ъµДЈ¬ТтОЄґЛЗ°іЙ№¦ёДЅшБЛТ»МЁІвКФЙи±ёµДІвКФіМРтЈЁVBїЄ·ўµДЈ©Ј¬ЛщТФБмµјѕНХвСщ°ІЕЕБЛЈ¬АнУЙКЗБЅХЯ¶јКЗ±аіМЈЁІ»КЗОТїЄНжР¦Ј¬µ±К±Іоµг¶щЎ°ФОµ№Ў±

Ј¬ФЩИэНЖґЗЈ¬Бмµјµ±К±ДГіцБЛЎ°АсПНПВКїЎ±µДЧЛМ¬Ј¬ЙщіЖѕНµ±С§П°С§П°Ј¬Г»УРКІГґКВЗйКЗ°Щ·Ц°ЩіЙ№¦µДЈ¬Г»°м·ЁЦ»ДЬЅУКЬБЛ

Ј©ЎЈѕНХвСщїЄКјБЛPLCµДС§П°Ц®В·Ј¬ґУВЫМіЙППВБЛһЩѧϰЧКБПЎўµЅНјКй№ЭЅиБЛБЅ±ѕКйЈЁЅиКйЦ®З°ѕНёгЗеіюБЛТ»Р©±ШТЄµДТтЛШИзПИ°СPLCЖ·ЕЖ¶ЁєГЈ¬ХвСщР§ВКёЯ¶аБЛЈ©ЎЈ
ХыёцїШЦЖПµНіІ»ЛгёґФУЈ¬№ШјьКЗїШЦЖ7ёцЖшёЧµД¶ЇЧчЈ¬іцґнєуТЄДЬ№»¶ЁО»µЅµгЈ¬їјВЗµЅКдИл°ґЕҐ±ИЅП¶аЈ¬КдіцІїјюТІ¶аЈЁёєФрЙијЖµДАП№¤іМК¦ФПИ¶јКЗ»щУЪјМµзЖчПЯВ·їјВЗµДЈ©Ј¬ТтґЛЗ°БЅМмОТЦч¶ЇЗлХЅМбіцУГґҐГюЖБЈЁЛгКЗЎ°іхЙъЕЈ¶їІ»ЕВ»ўЎ±»№КЗЎ°ОЮЦЄХЯОЮО·Ў±°ЎЈїЈ©Ј¬ХвПВїШЦЖѕНёґФУБЛТ»Р©ЈЁФАґЧФ¶ЇІї·ЦУЙPLCїШЦЖЈ¬КЦ¶ЇФтУЙјМµзЖчПЯВ·їШЦЖЈ¬
єуАґОТБЛЅвµЅЈ¬Ц®ЛщТФТЄУГPLCКЗТтОЄИ«ІїїШЦЖК№УГјМµзЖчПЯВ·±ИЅПёґФУЈ¬ЖчјюЅП¶аЈ¬ЗТЅсєу»№ТЄФцјУІ»Н¬РНєЕµДІъЖ·Ј¬іЙ±ѕ»бі¬іцјЖ»®Ј¬УИЖдКЗК±јдјМµзЖчјЫёсІ»±гТЛ Ј¬ЛщТФІЕМбіцХвСщµДЙијЖїтјЬЈ¬Ў°ФОЎ±°Ў
Ј©ЎЈ
ёХїЄКј±аPLCК±Ј¬АП№¤іМК¦ґшµДДкЗбЦъ№¤ЛµїШЦЖПЯВ·ЙијЖєГБЛЈ¬»№УГFestoµД№¤ѕЯИнјюДЈДвБЛТ»ПВР§№ыЈ¬µ±К±ТФОЄХвКВјтµҐБЛЈ¬Ц»ТЄ°СјМµзЖчїШЦЖПЯВ·Ў°·ТлЎ±іЙPLCМЭРОНјѕНРРБЛЈ¬µ«ЛжЧЕ¶ФјУ№¤№эіМїШЦЖµДБЛЅвЈ¬·ўПЦХвСщјтµҐµДЎ°·ТлЎ±Ј¬ПИІ»Лµј«ґуµДАЛ·СБЛPLCЧКФґЈ¬ѕНБ¬Т»Р©±ШТЄµДїШЦЖ¶јОЮ·ЁНкіЙЈ¬¶шБнТ»·ЅГжЎ°РОКЖЎ±±дµГј±ЧЄ¶шПВЈ¬БмµјТЄЗу±ШРлФЪ3±ѕФВµЧНкіЙёДФмИООсЎЈИПК¶µЅОКМвµДёґФУРФєНЎ°СПЦШРФЎ±Ј¬ОТІ»µГІ»·ЕЖъЧцТ»Гы·ТлµДАнПлЈ¬ТгИ»ѕц¶ЁЧЄ»ШАґЎ°іФАП±ѕЎ±Ј¬°ґХХјУ№¤№эіМїШЦЖµДТЄЗуУГјЖЛг»ъ±аіМµДЛјО¬·ЅКЅАґЦШРВ№№ЛјХыёцїШЦЖПµНі

Ј¬ЛщТФОТПЦФЪµДХвёціМРтЦР¶јКЗґуБїµДМхјюЕР¶ПЎўMOVЎўRSTј°WANDЎўWXORХвАаЦёБоЈЁёРѕхУРµг¶щ»г±аµДО¶µАЈ¬ЧРПёПлПлЈ¬PLCЦёБоПµНіѕНїЙТФИПОЄКЗТ»МЧЧЁУГµДєк»г±аПµНіЈ©ЎЈ
Хв¶ОК±јдТФАґЈ¬ОТѕхµГУГјЖЛг»ъ±аіМµДЛјО¬·ЅКЅґ¦АнPLC±аіМЈ¬ЧоИЭТЧіцґнµДµШ·ЅѕНКЗУЙPLCµДЎ°ЙЁГ蹤Чч·ЅКЅЎ±Тэ·ўµДОКМвЈ¬МШ±рКЗFENDЦ®З°µДЎ°ЦчіМРтЎ±¶ОЈ¬Т»¶ЁТЄК±їМЧўТвМхјюЈЁКдИл±д»ЇЎўИнФЄјю±д»ЇЎўЎ°±ЈіЦРНЎ±ИнФЄјюЈ©¶ЇМ¬±д»ЇєуіМРтµДМшЧЄ·ЅПтЎЈ
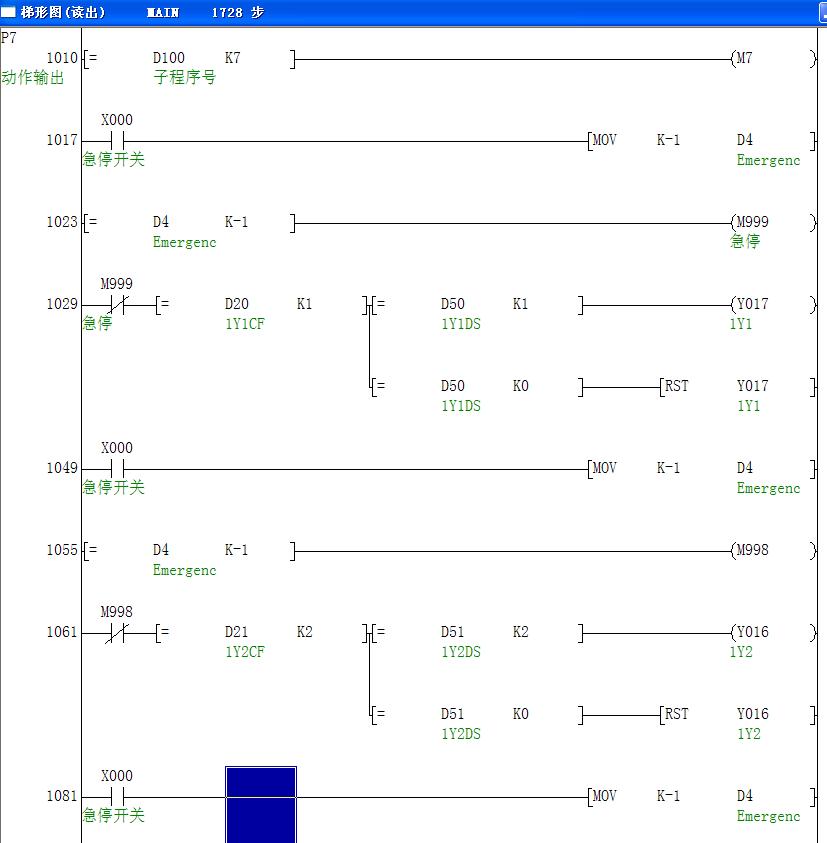
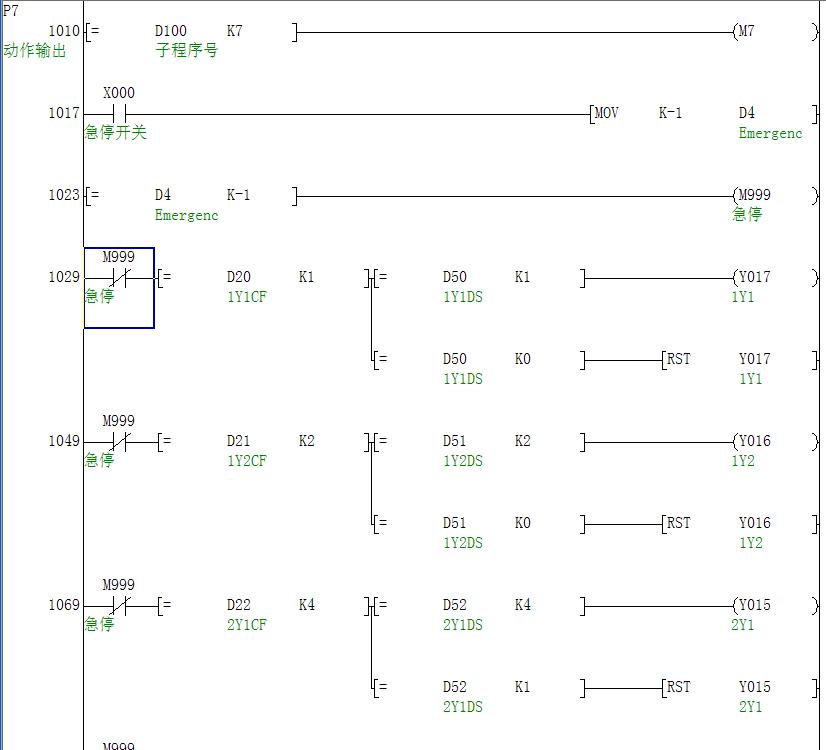
ЧоєуЈ¬УРТ»ёцОКМвПлЗлУРѕСйµДґпИЛёшУиЦёµјЈ¬ѕНКЗИзєОїјВЗЎ°ј±НЈЎ±№¦ДЬЈє°ґХХPLCµДЎ°ЙЁГ蹤Чч·ЅКЅЎ±Ј¬ФЪИзПВµДМЭРОНј1ЦРЈ¬µ±Ў°X000ј±НЈ°ґЕҐЎ±ЅУНЁК±Ј¬¶Ф¶ЇЧчКдіцІї·ЦїЙТФЧцµЅЎ°јґК±Ў±ПмУ¦Ј¬јґїЙТФѕ«И·µДјаІвµЅѕїѕ№КЗЎ°M999Ў±»№КЗЎ°M998Ў±НкіЙБЛЎ°ј±НЈЎ±№¦ДЬЈ¬¶шНј2ЦРЈ¬Из№ыФЪЦґРРµЅµЪ1023ІЅЦ®єуµДК±їМІЕ·ўПЦРиТЄЦХЦ№ПВГжµДКдіц¶ЇЧчЈ¬ХвК±°ґПВЎ°X000ј±НЈ°ґЕҐЎ±Ј¬ПлТЄЦХЦ№µЪ1049ІЅµДЎ°Y016Ў±КдіцЈЁјЩЙиґЛК±ВъЧгD21=2ЎўD51=2Ј©Ј¬ЛЖєхІ»ДЬНкіЙЈ¬±ШРлТЄµИµЅПВТ»ёцЙЁГиЦЬЖЪІЕДЬЅУНЁЎ°M999Ў±¶ПїЄµЪ1049ІЅЈ¬ЛдИ»PLCµДЙЁГиКЗТФusјЖµДЈ¬µ«ХвСщµДЎ°І»ѕ«И·Ў±Ј¬ѕН»бІъЙъЎ°ЦНєуЎ±Тю»јБЛЎЈ РЎµЬµЪТ»ґО±аPLCЈ¬ЦФРДЖЪНыУРѕСйµДґпИЛёшУиЦёµгЈ¬Р»Р»ЈЎ
[ ґЛМы±»jinsinfoФЪ2010-03-03 10:56ЦШРВ±ај ]
 »¦№«Нш°І±ё31010802001143єЕ
»¦№«Нш°І±ё31010802001143єЕ

