图片:
图片:
图片:
图片:
图片:
图片:
图片:
图片:
图片:
图片:
压机有两种控制方式,位移控制和力控制。
压机位移控制:达到多少位移就返回。(设定的位移等于实际的位移)
压机力控制:在指定位移(一般比实际位移量要大,还没走到那个位移,力就已经达到返回)
一. 编写标定程序。
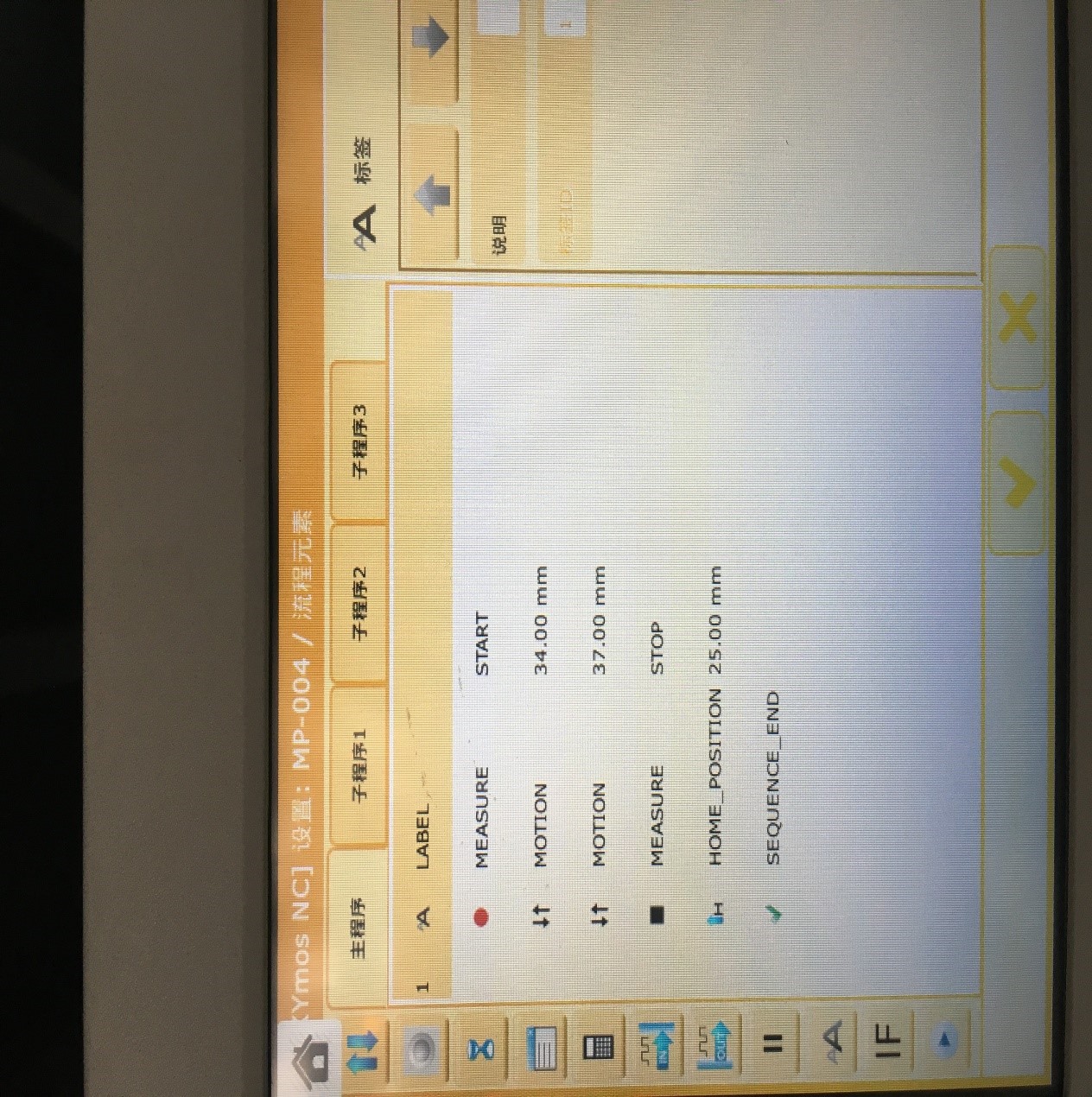
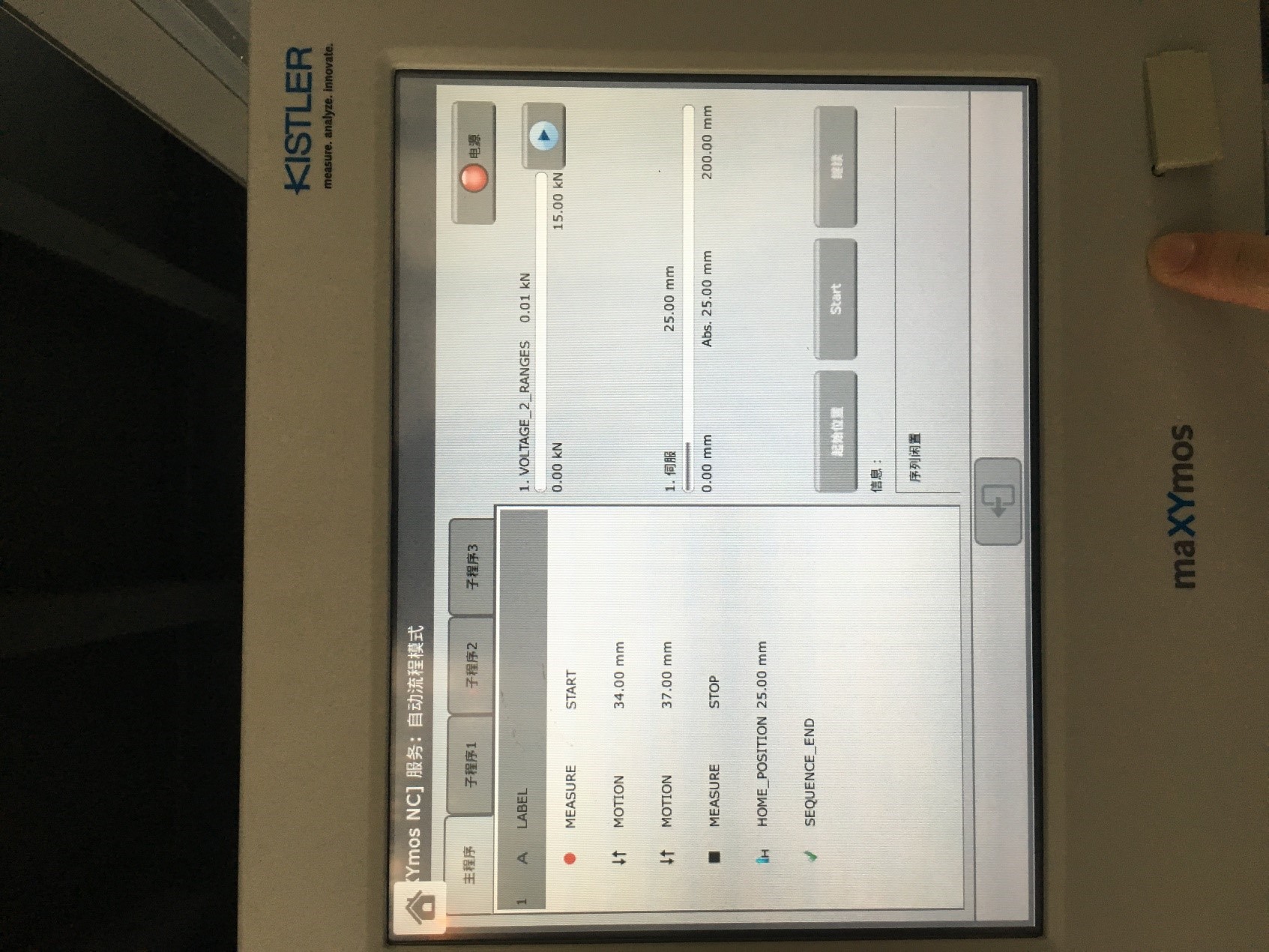
压机程序(监控仪sequence)如图:
34mm为压机没接触到力传感器之前的位置!!!!用位移控制方式,最大力(保护力)设为2(一般)。
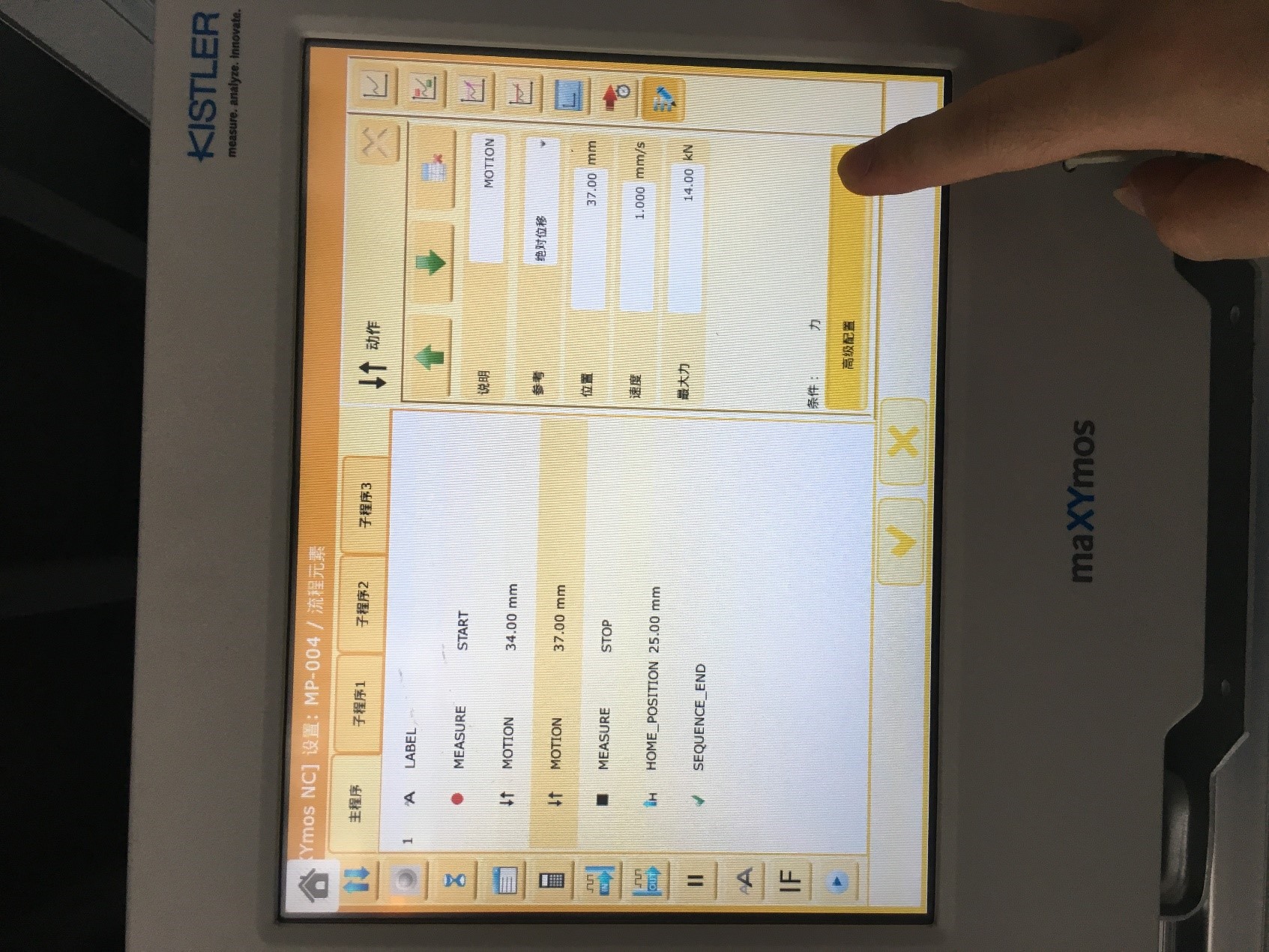
37mm为压机开始压后达不到的位置(因为上方有限位块),走力的控制方式
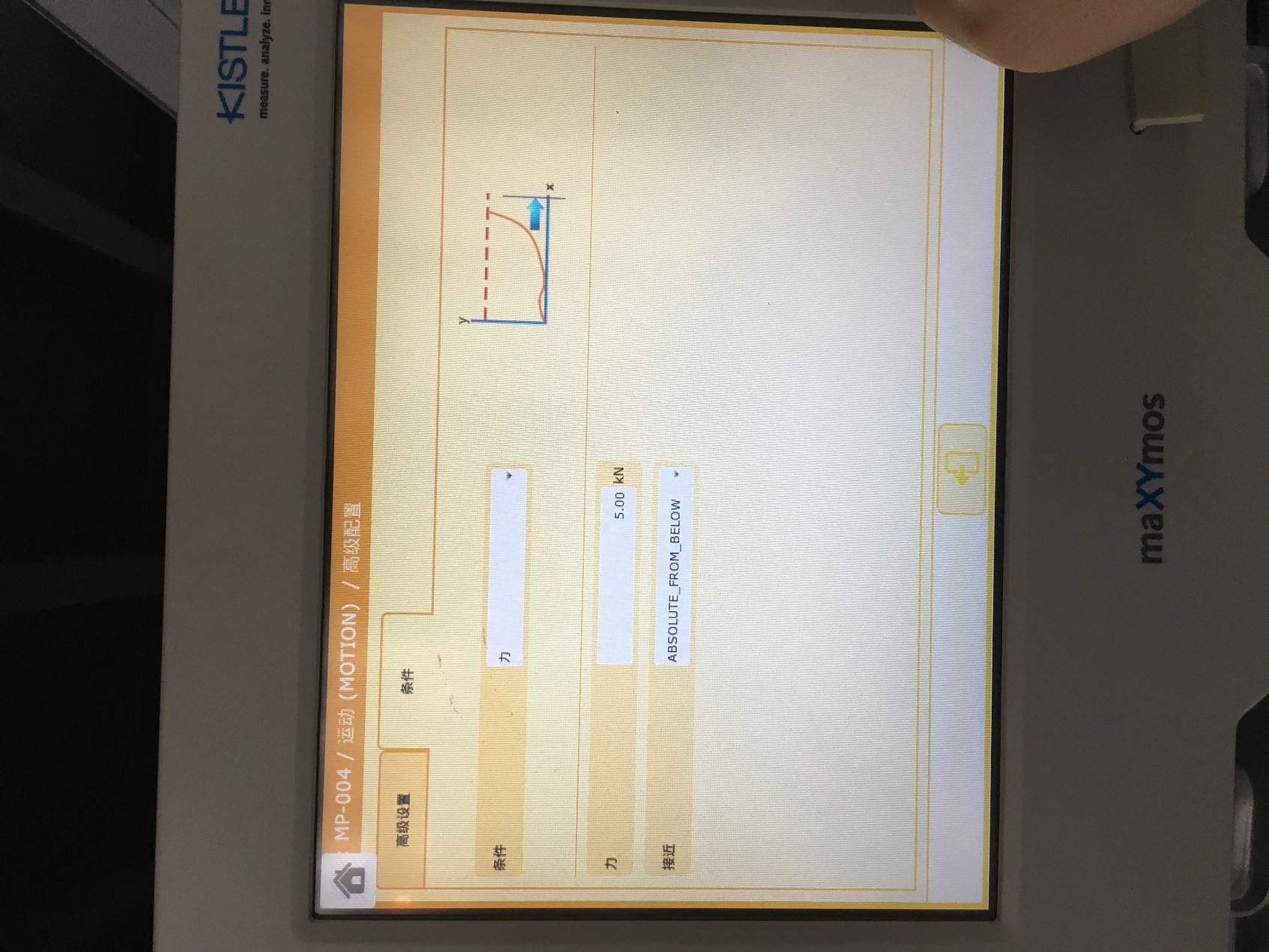
二. 标定一般取5组数据。即将量程分为5等份。目前用的压机量程为15KN.所以标定走的力的控制设为2.5;5;7.5;10;12,5(在37mm那个MOTION里面设),具体如图:
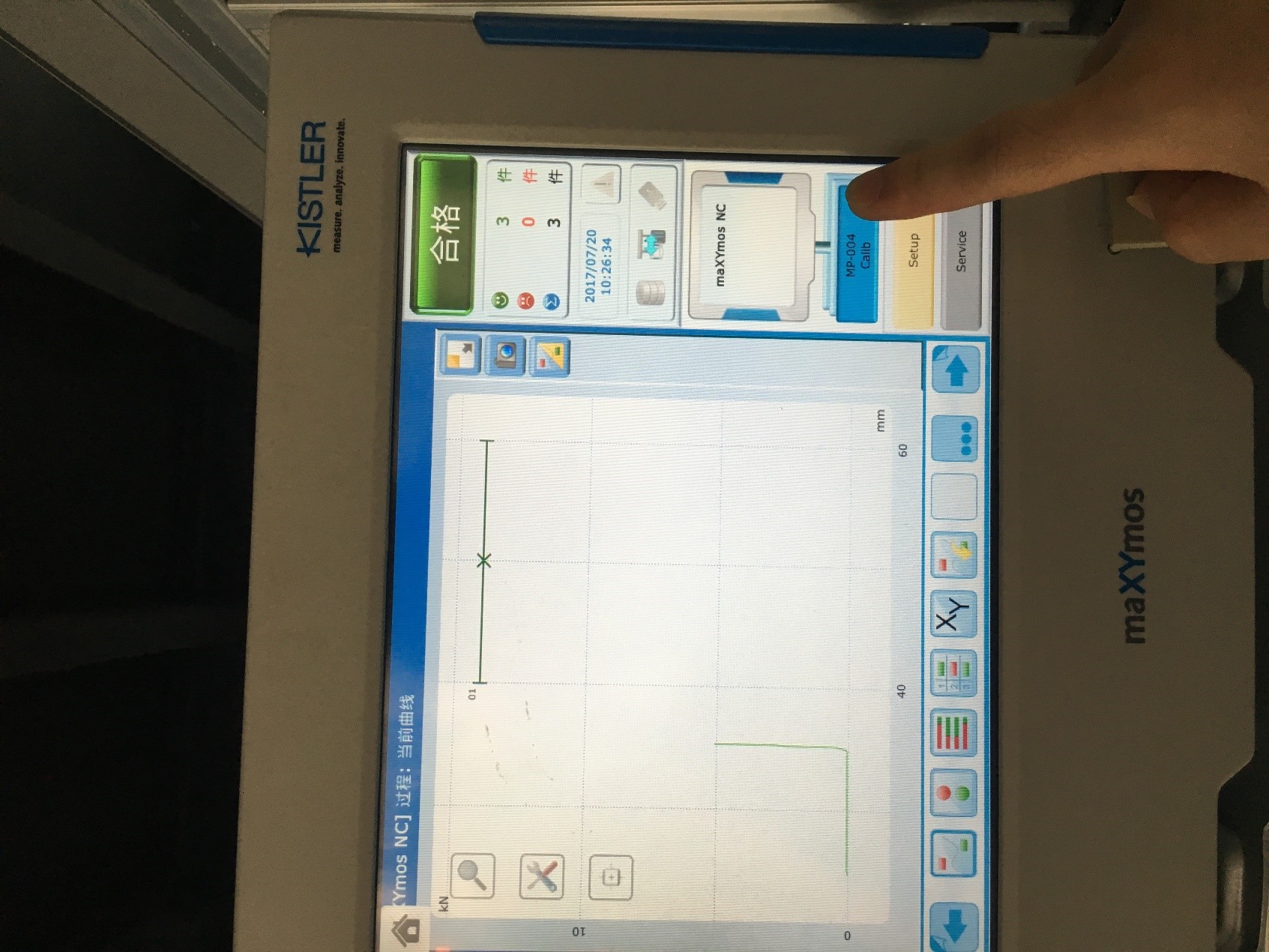
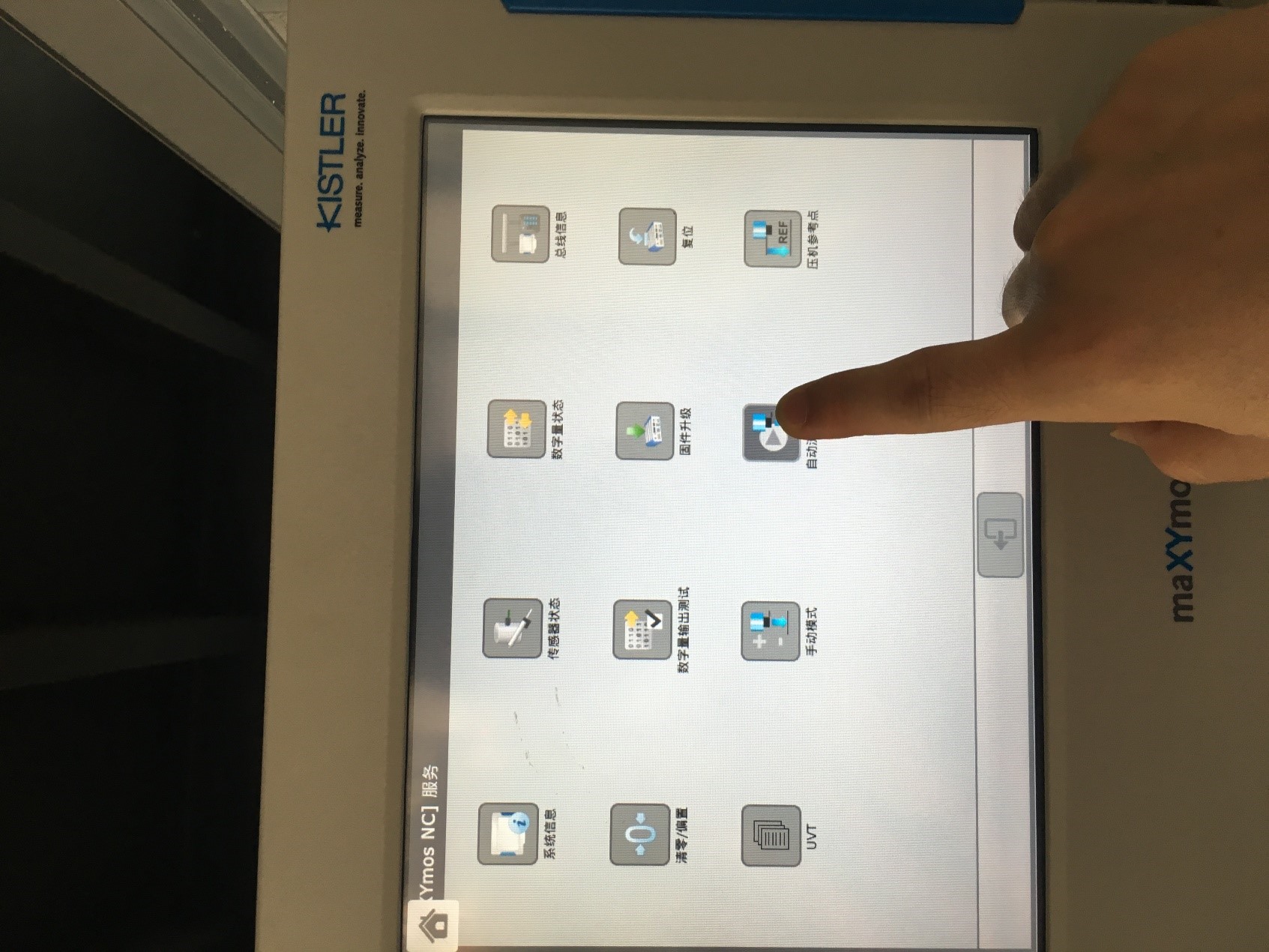
三.选择标定程序。然后在服务的自动流程里面运行。
如图:
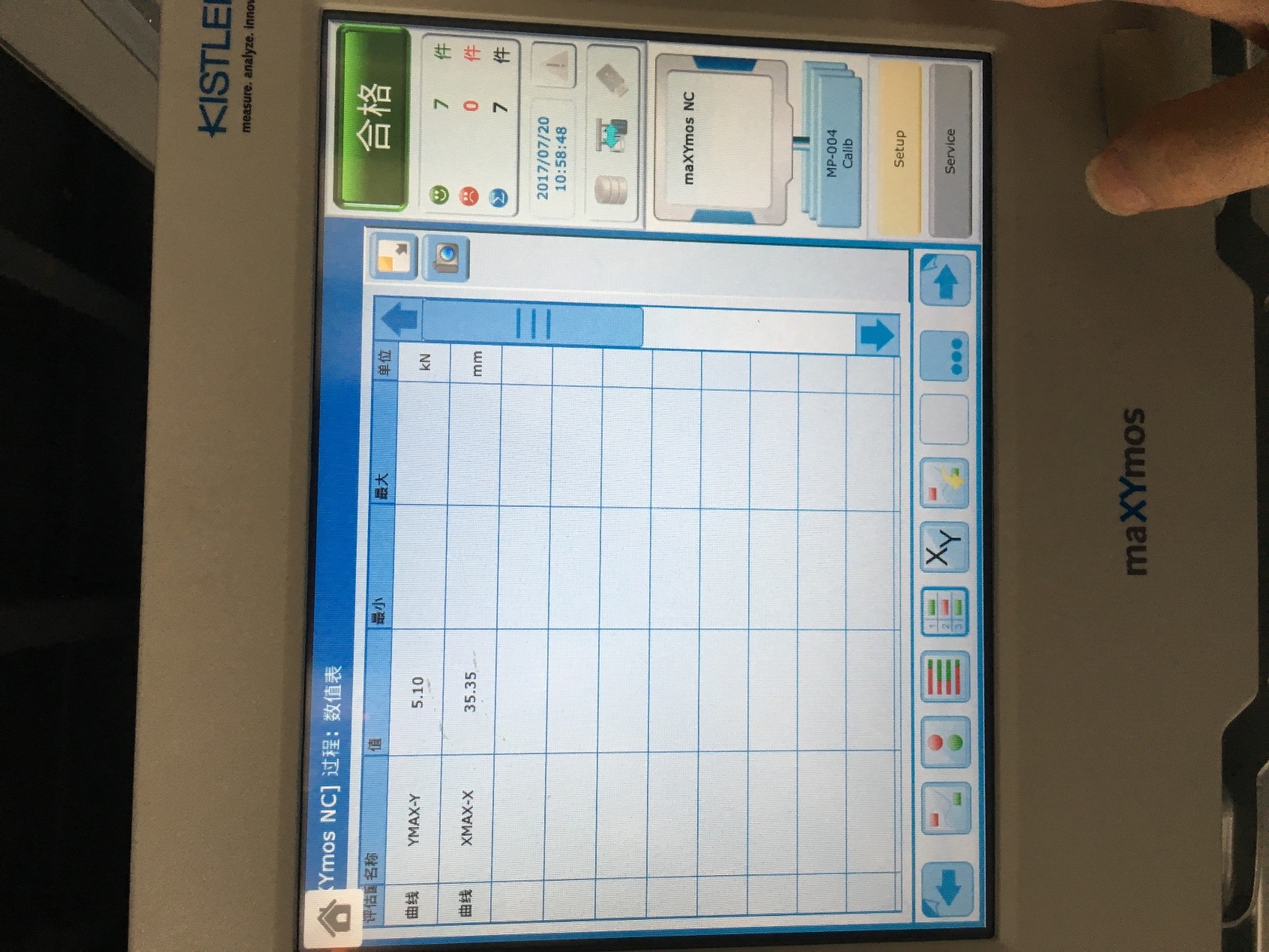
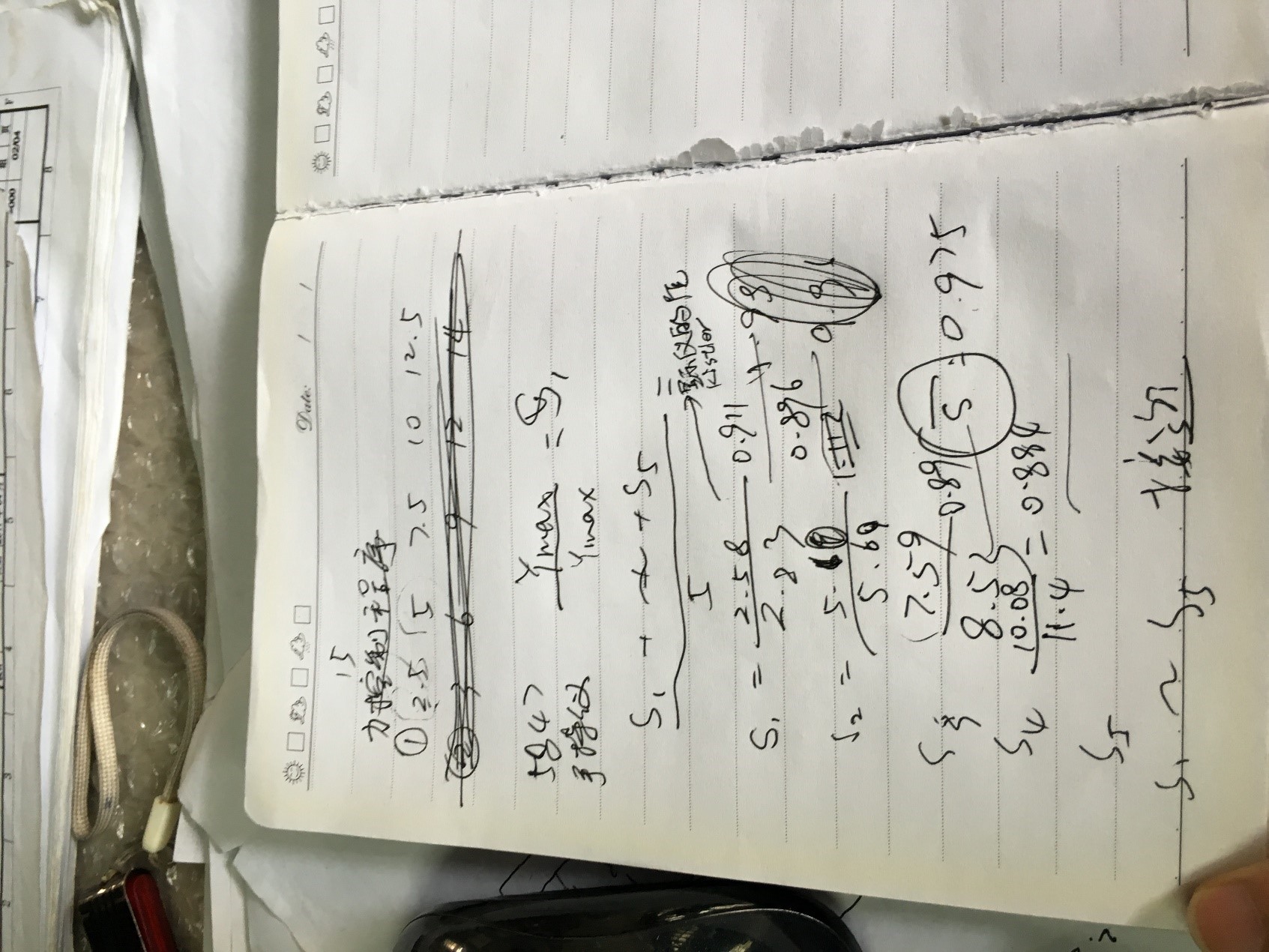
四.统计完标定数据(屏上过程数据表显示的力和标定仪上的力,总共5组,求出平均系数)。
如图:
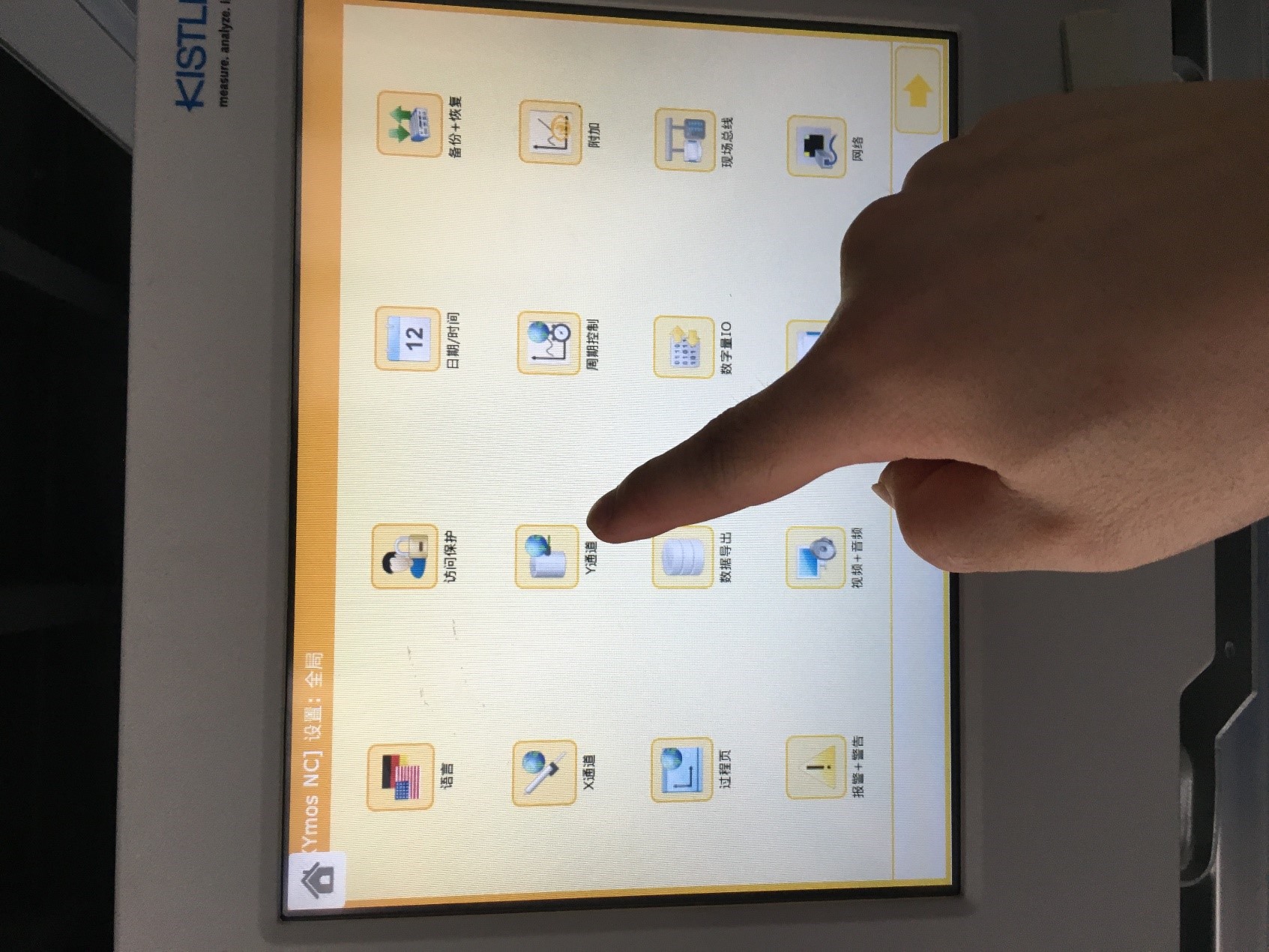
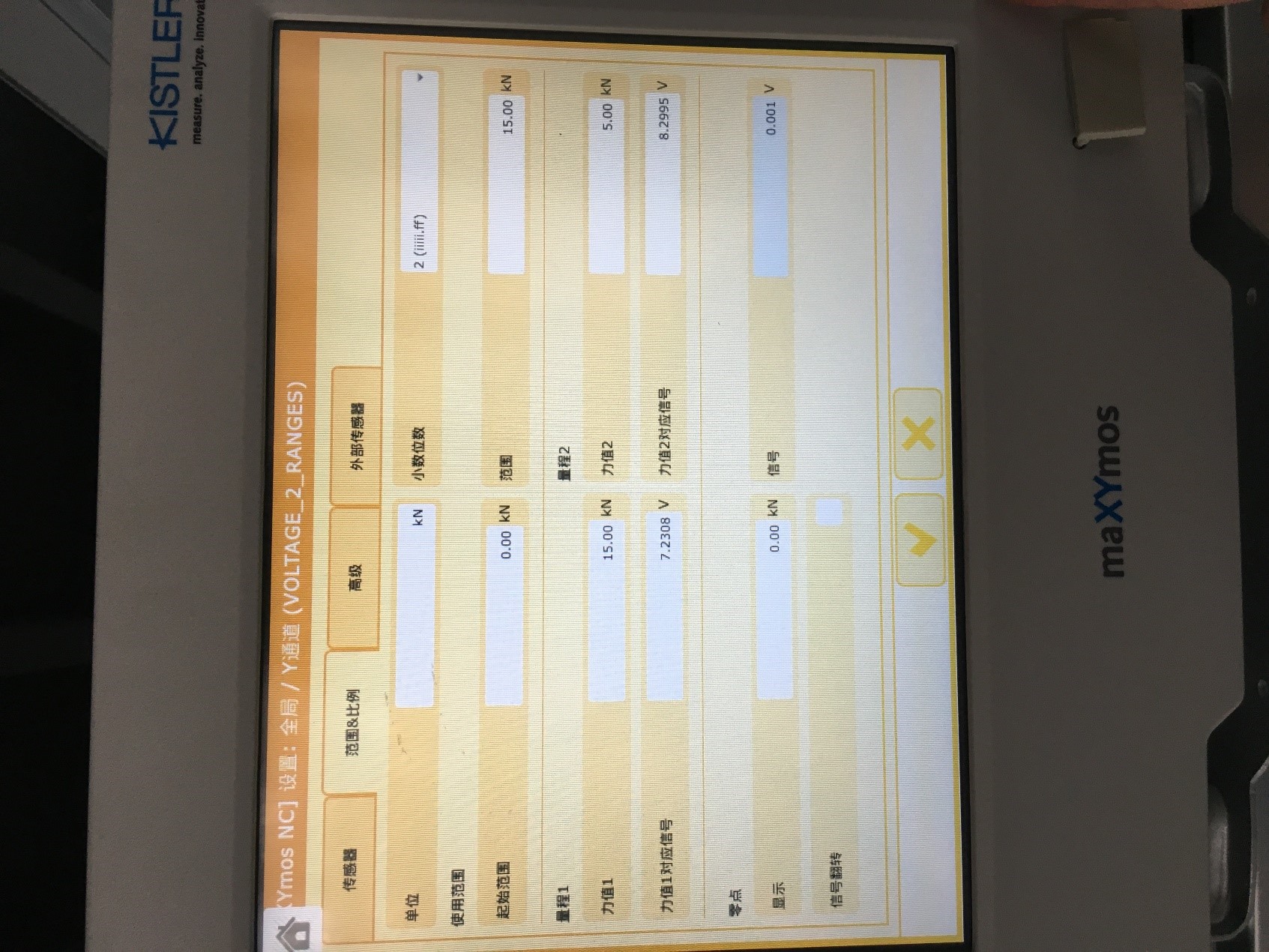
五.将平均系数乘以下面的值(力值1对应的信号7.2308),就是实际需要填入的值。填入设置里面Y通道
具体如图:
 沪公网安备31010802001143号
沪公网安备31010802001143号

