引用
引用第30楼linzhenfu于2019-06-04 11:10发表的 :
那你觉得超过多少种工件就不行呢?
在触摸屏上列个表格,行数是最大产品种类,列数是最大工位数。
假设8个工位,5种产品。A产品:D10-D17,BCDE后面依次为D20-D27....D50-D57,今天8工位有1 3 4 6 8都能放A,那么D10就是1,D11就是13...,D15开始就是0
程序如下(传值得改为D99Z0,因为Z0最小为1):
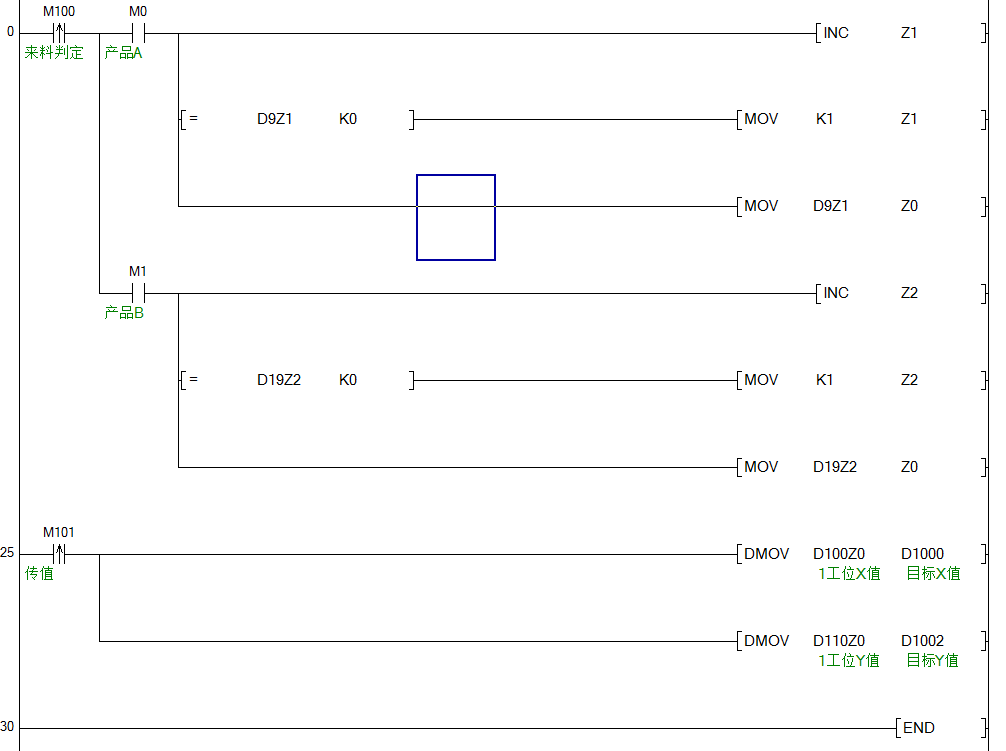
如果像我用3U写,因为Z0已经用在DMOV指令中,V0就不能用,而3U总共Z0-Z7,V0-V7,那么产品总数最多不能超过14种。
[ 此帖被wangdai527在2019-06-04 15:14重新编辑 ]
 沪公网安备31010802001143号
沪公网安备31010802001143号

