图片:
一个连续上料检测与排除的问题!
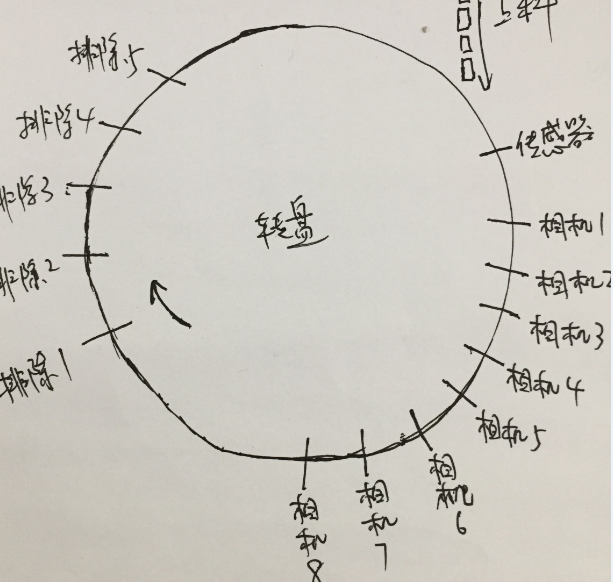
料与料之间的位置间隔距离不定,随机的。传感器与PLC连接,料触发传感器,然后PLC通过传感器信号依次触发8个相机拍照,第八个相机处理完成之后,上位机会通过通讯的方式发送一个信号至PLC,假设分类为1,2,3,4,5。如果是第一种类别,会发1至PLC。。。每个料会有8个图像,每个相机拍一下,所以等第八个相机拍完之后才会有结果出来,出结果的时间在第八个相机与第一个排料口之间。然后PLC把料排到对应的料口。
我的想法是:
一、根据转盘转速与上料的速度,确定传感器到第八个相机料的数目,每个料触发传感器,传感器信号控制一个计数器,计数器设置值为n,计数器递减依次来触发8n个定时器。因为每个料相当于有8个定时器,要触发8个相机,用定时器来触发相机。计数器的值n一定要大于传感器到第八个相机料的数目,不然会漏料然后处理异常。
这个是传感器到第八个相机的料的序列。
二、从第八个相机到最后一个排料口跟类似上面的方法做个序列。
相机处理的结果放入栈区。
料处理的结果在第一个排料口之前取出,与5类结果比较,通过定时器排到对应排料口。
这种方式,定时器用的很多,料的排序要写好大一堆,料在一个区间内数目越多,写的越多。
各路大神们有没有更好的方法或者思路,或者别的的指令组合,来实现这一功能呢?????
 沪公网安备31010802001143号
沪公网安备31010802001143号

