描述:车间一层
图片:

描述:车间二层
图片:

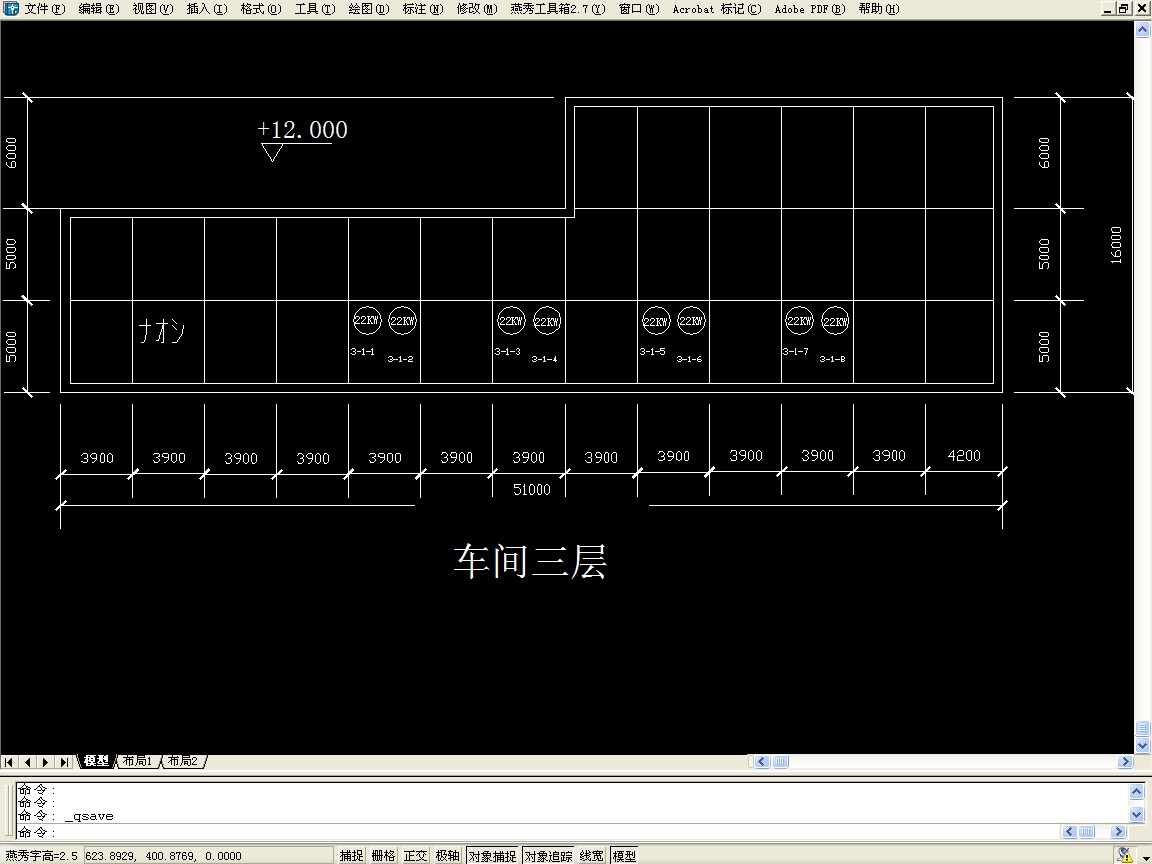
描述:车间三层
图片:
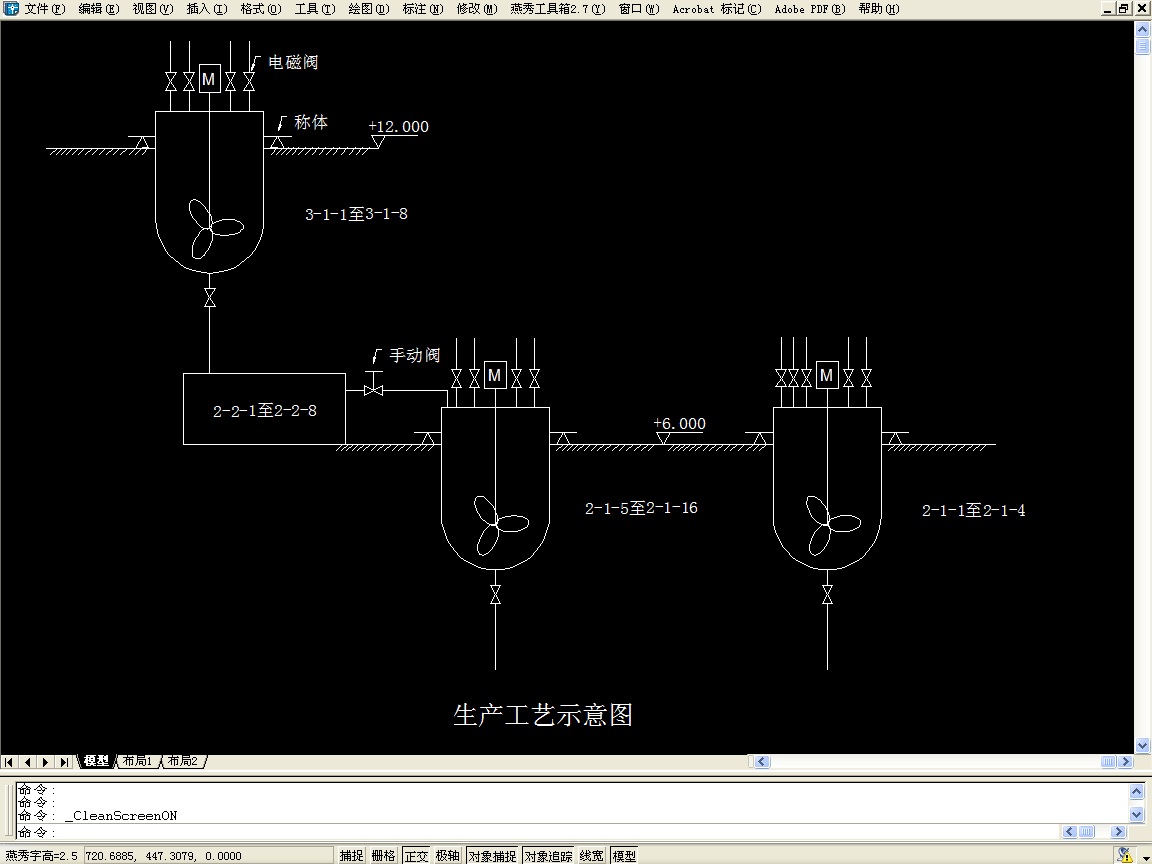
描述:生产工艺流程图
图片:
有一涂料生产企业新建一个色漆车间,要求设计一套色漆生产控制系统,具体要求如下:
1、一个三层的色漆车间,车间长51m,宽16m。一层放置配套设备无需控制。
2、二层共16只调漆釜,调漆釜编号2-1-1到2-1-16,都要求称重,重量要能在现场显示。其中编号2-1-1到2-1-4的4只釜还要求温度采集,并通过温度控制冷却水的注入,采用一机缸变频搅拌方式,5种自动配料(含冷却水)。其余12只釜采用一机一缸变频搅拌方式,4种自动配料。
4、三层共8只调漆釜,调漆釜编号3-1-1到3-1-8,都要求称重,重量要能在现场显示,采用一机一缸变频搅拌方式,4种自动配料。
5、控制室位于二层,客户要求除了在现场能对变频搅拌进行控制外,控制室也可以对各变频搅拌进行控制,同时通过上位机进行配方的设定、下载,并能监控生产流程。由于控制的釜较多,而分布于二、三两层,客户希望用两台上位机。
6、一层和三层各有一个配电间,一层为总配电间为一、二层供电;三层为三层供电,但三层的总电源由一层配电间引入。
7、整个生产流程为,三层的各个调漆釜根据设定好的配方自动投料,投料完毕后在人工确认的情况下可以启动搅拌电机,停止搅拌电机同样要人工确认。在人工确认的情况下可以打开放料阀进行放料。
三层的料放入二层的砂磨机中,砂磨机编号2-2-1到2-2-8,砂磨机编号与三层调漆釜编号一一对应。二层各个调漆釜根据设定好的配方自动投料,投料完毕后在人工确认的情况下可以启动搅拌电机,停止搅拌电机同样要人工确认。在人工确认的情况下可以打开放料阀进行放料。砂磨好的料采用人工手动的方式投入编号为2-1-5到2-1-16的釜中,无需自动控制。
称重传感器、阀门、电机都有客户提供,系统中主要控制设备采用西门子,其他辅助设备可由设计人员自行选定。
考试要求:
1、按照以上要求设计一套色漆生产的控制系统。
2、画出系统方案的系统配置图。
3、选用设备,列出所需设备规格型号及数量,同时算出购买设备的总价。
4、能介绍所设计系统的控制过程,写出本系统方案的特点。
5、设计方案的编写要考虑到控制系统的稳定可靠、安装敷设的方便、维修保养的方便,以及以后设备的更新和升级,价格低廉。
 沪公网安备31010802001143号
沪公网安备31010802001143号

